China Slitting Line Factory
Coil slitting lines built for your material, strip width, coil weight, recoiling quality, and daily production needs.
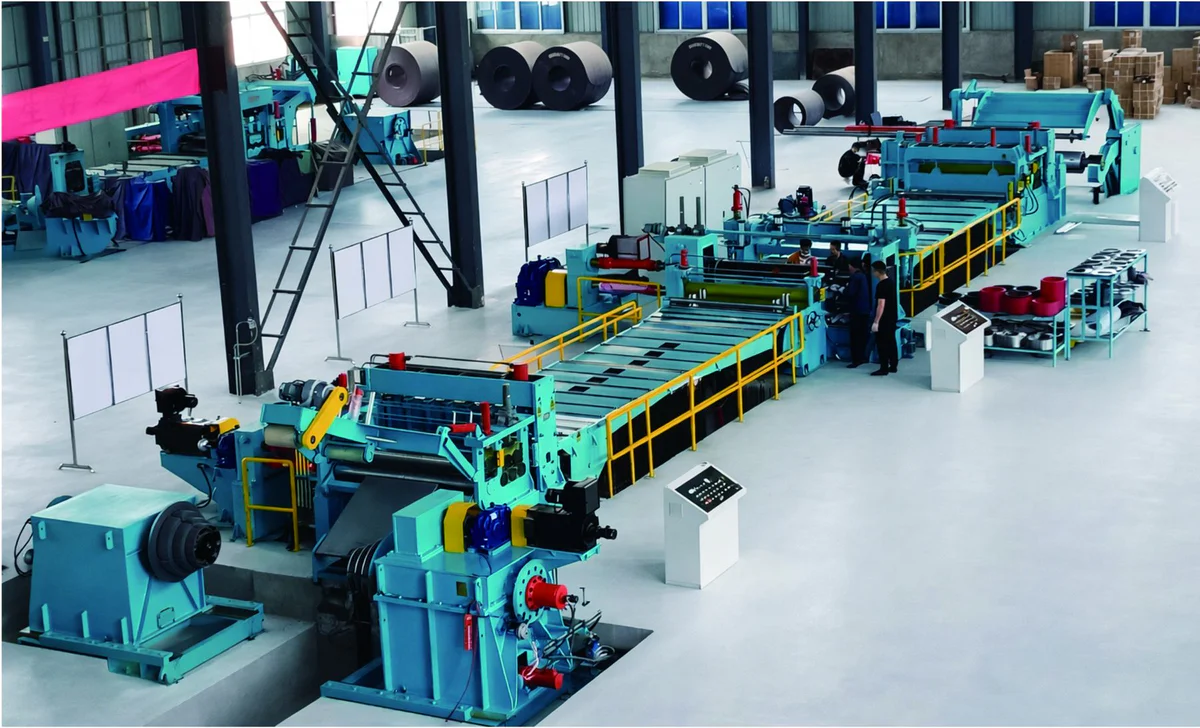
We help you configure a complete slitting line for carbon steel, galvanized steel, stainless steel, aluminum, and pre-painted coil processing. Share your coil data, target strip sizes, and downstream use, and we will help you choose the right line layout, slitter head, tension system, recoiler, and support equipment.
Custom line configuration
Built around your coil data
5 coil materials
Carbon, GI, stainless, aluminum, PPGI
12 to 24h response
Fast reply on every inquiry
Global installation
On-site commissioning support
Everything You Need to Spec Your Line
Jump straight to what matters for your slitting line, from coil materials and knife setup to recoiling, real output, factory testing, and getting your configuration.
Coil Materials You Run
Carbon, galvanized, stainless, aluminum and pre-painted coil.
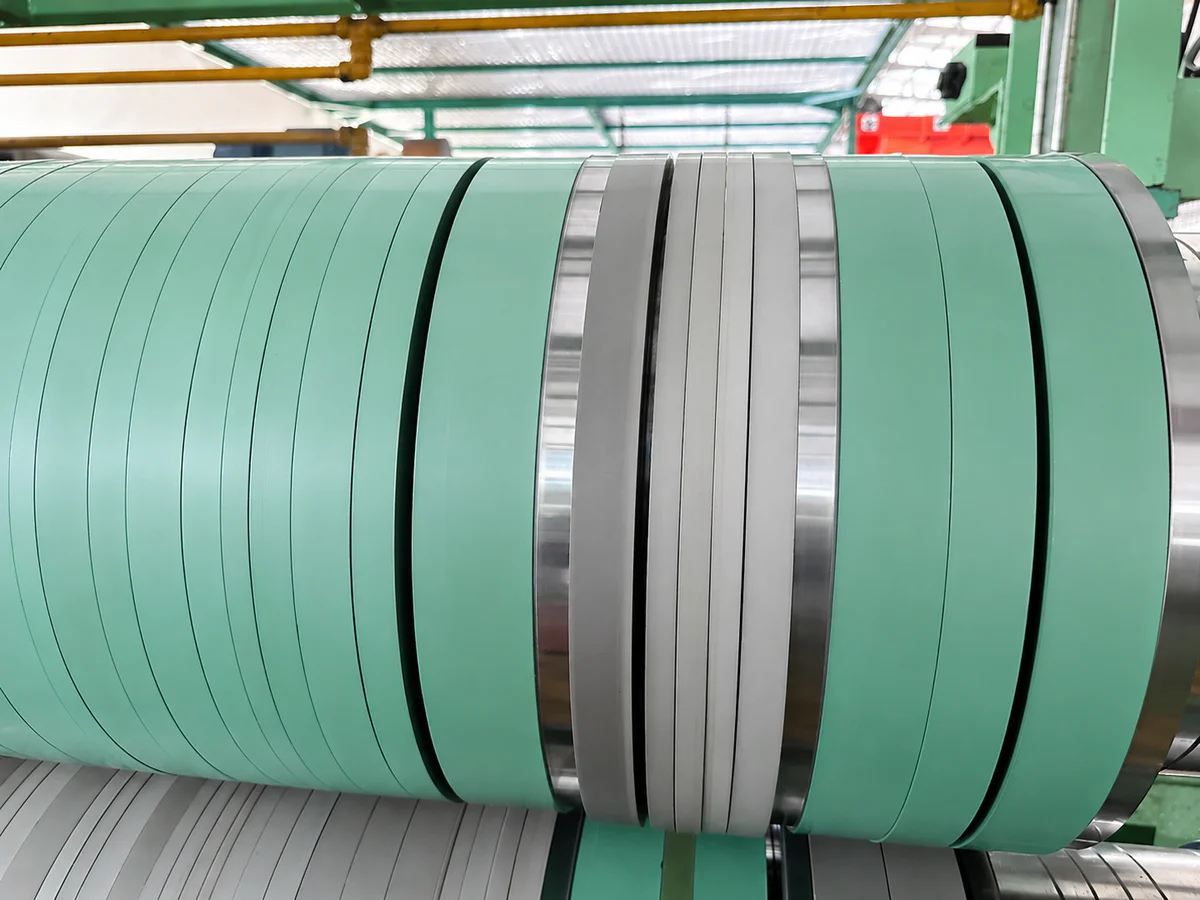
What Good Slitting Looks Like
Burr-free edges, tight tolerance and clean recoiled strips.
Configure Around Your Coil
Line layout matched to your coil weight, width and gauge.
Why Choose Our Factory
18+ years, 500+ machines, support in 50+ countries.
Slitter Knife Setup
Knife spacing, spacers and rubber rings for your strip sizes.
Recoiling and Tension
Tension stand and recoiler that keep strips tight and even.
Output Beyond Line Speed
What your real daily tonnage depends on past raw speed.
Testing and Support
We trial your coil and send proof before shipment.
FAQ and Coil Data
Lead time, payment, shipping, and how to send coil data.
Send Cutting Requirements
Send your coil data, get a line configuration within 24h →
Configured Around Your Coil, Not a Standard Model
Different coil materials need different line setups. Knife clearance, tension control, recoiling pressure, roller protection, and line speed all get matched to your material type, coil thickness, coil width, and final strip use.
Tell us what you run and we configure the line around it.
Carbon Steel Coil
Needs strong slitter head rigidity, stable knife clearance, and reliable recoiling tension. For heavy gauge or high coil weight, the decoiler, slitter head, recoiler, and coil handling are selected to keep the line stable in continuous production.

Galvanized Steel Coil
Needs good strip edge quality and surface protection. The line controls burr, strip width variation, and recoiling neatness while reducing surface marks during feeding, tensioning, and recoiling.

Pre-painted Coil
Sensitive to scratches, roller marks, and pressure. We watch roller contact, tension control, separator setup, and recoiling pressure so your slit coils work for roofing sheets, wall panels, and roll forming lines.
Stainless Steel Coil
Needs accurate knife setup, stable arbor precision, and proper clearance. Because it is harder than common steel, slitter head strength, blade quality, and recoiling control matter for reducing burr and keeping strip quality stable.

Aluminum Coil
Softer and easy to mark or deform. The line uses suitable tension, careful strip guidance, and proper recoiling pressure to help prevent surface damage, edge deformation, loose recoiling, and strip overlap.
Electrical Steel Coil
Needs higher attention to burr control, edge quality, strip width accuracy, and surface protection. For silicon steel or transformer core material, send the grade, thickness, strip width, and burr requirement for review before configuration.
Tell Us Your Coil Material
To recommend the right slitting line, send your material type, coil thickness, coil width, coil weight, coil ID / OD, target strip width, number of strips, surface requirement, and downstream use.
How We Review Your Slitting Quality
Send us your production details and we match the line to your actual conditions, not a fixed spec sheet.
What You Send Us
We check these to understand your job before recommending anything.
- Material type
- Thickness range
- Coil width
- Coil weight
- Target strip width
- Number of strips
- Burr requirement
- Surface requirement
- Downstream use
What We Review for You
Based on your data, we build the line around your real conditions.
- Slitter head
- Knife arrangement
- Spacer setup
- Tension system
- Separator
- Recoiler
- Handling layout
Good Slitting Is About Stable Strips, Not Just Narrow Ones
A good line helps you control strip width, edge condition, burr, surface quality, tension stability, and recoiling result.
If your strips are not stable after slitting, your downstream tube mill, roll forming line, stamping line, roofing sheet line, or resale coil business runs into trouble. Here are the problems we configure your line to avoid.




How We Review Your Slitting Quality
Send us your production details and we match the line to your actual conditions, not a fixed spec sheet.
What You Send Us
We check these to understand your job before recommending anything.
- Material type
- Thickness range
- Coil width
- Coil weight
- Target strip width
- Number of strips
- Burr requirement
- Surface requirement
- Downstream use
What We Review for You
Based on your data, we build the line around your real conditions.
- Slitter head
- Knife arrangement
- Spacer setup
- Tension system
- Separator
- Recoiler
- Handling layout
Your Coil Data Decides the Line, Not the Model Name
The same line model may not work well for different thicknesses, coil weights, strip widths, or recoiling needs. So we configure around your coil data and production purpose.
Before recommending a layout, we review your coil size, material range, final strip use, required output, and quality expectations. That keeps you away from underpowered equipment, unstable slitting, poor recoiling, slow changeover, and money spent where it is not needed.
Key Coil Data We Review
| Coil Data | Why It Is Important |
|---|---|
| Material Type | Affects knife selection, blade clearance, tension setting, surface protection, and line speed. |
| Coil Thickness | Determines slitter head strength, knife clearance, drive power, and tension control method. |
| Coil Width | Affects decoiler width, slitter head width, separator design, recoiler width, and line layout. |
| Coil Weight | Determines coil car capacity, decoiler structure, mandrel strength, recoiler capacity, and unloading method. |
| Coil ID / OD | Affects mandrel design, coil loading, coil expansion, and safe handling during production. |
| Target Strip Width | Determines knife arrangement, spacer setup, separator discs, and recoiling control. |
| Number of Strips | Affects slitting force, strip separation, tension balance, scrap handling, and recoiling stability. |
| Surface Requirement | Important for galvanized, pre-painted, stainless steel, aluminum, and appliance-grade materials. |
| Burr Requirement | Helps review knife quality, arbor precision, blade clearance, and slitter head configuration. |
| Downstream Use | Tube mills, roll forming lines, stamping lines, roofing lines, and resale coils have different quality needs. |
| Output Target | Actual output depends on coil loading, threading, knife setup, slitting speed, recoiling, unloading, and order changeover. |
Material Type
Affects knife selection, blade clearance, tension setting, surface protection, and line speed.
Coil Thickness
Determines slitter head strength, knife clearance, drive power, and tension control method.
Coil Width
Affects decoiler width, slitter head width, separator design, recoiler width, and line layout.
Coil Weight
Determines coil car capacity, decoiler structure, mandrel strength, recoiler capacity, and unloading method.
Coil ID / OD
Affects mandrel design, coil loading, coil expansion, and safe handling during production.
Target Strip Width
Determines knife arrangement, spacer setup, separator discs, and recoiling control.
Number of Strips
Affects slitting force, strip separation, tension balance, scrap handling, and recoiling stability.
Surface Requirement
Important for galvanized, pre-painted, stainless steel, aluminum, and appliance-grade materials.
Burr Requirement
Helps review knife quality, arbor precision, blade clearance, and slitter head configuration.
Downstream Use
Tube mills, roll forming lines, stamping lines, roofing lines, and resale coils have different quality needs.
Output Target
Actual output depends on coil loading, threading, knife setup, slitting speed, recoiling, unloading, and order changeover.
How We Configure Your Line
Once we have your coil data, we review the full line with you, from decoiler to safety layout.
Full line we review together
Heavy Gauge Coil
Rigidity firstWe focus more on machine rigidity, slitting force, drive power, mandrel strength, and recoiling capacity so the line stays stable under load.
Thin Gauge Coil
Tension controlWe pay more attention to tension stability, strip guiding, surface protection, edge wave control, and recoiling neatness to keep thin strips flat.
Narrow Strip Production
Separator setupWe review the number of strips, separator setup, tension balance, recoiling pressure, and unloading method so many narrow strips recoil cleanly.
Surface-Sensitive Materials
Mark-freeWe review roller contact, tension pads, strip path, separator design, and coil handling to cut down unnecessary scratches or marks on visible surfaces.
Send Your Coil Data
Copy this list, fill in your numbers, and send it over. The more you share, the faster we configure a line that fits your real production.
Why Choose Our Slitting Line Factory
Buying a slitting line is a long-term production decision. You are not only choosing a machine price. You are choosing line configuration, slitting quality, recoiling stability, operator workflow, spare parts support, and future production reliability.
We build the line around your coil data, strip quality requirements, downstream use, and daily production plan.

Built Around Your Coil
Different materials, thicknesses, coil weights, strip widths, and surface needs require different configurations. We review your coil data before recommending the decoiler, slitter head, tension unit, separator, recoiler, unloading system, and control layout, so you avoid a line that looks fine on paper but cannot match your daily production.
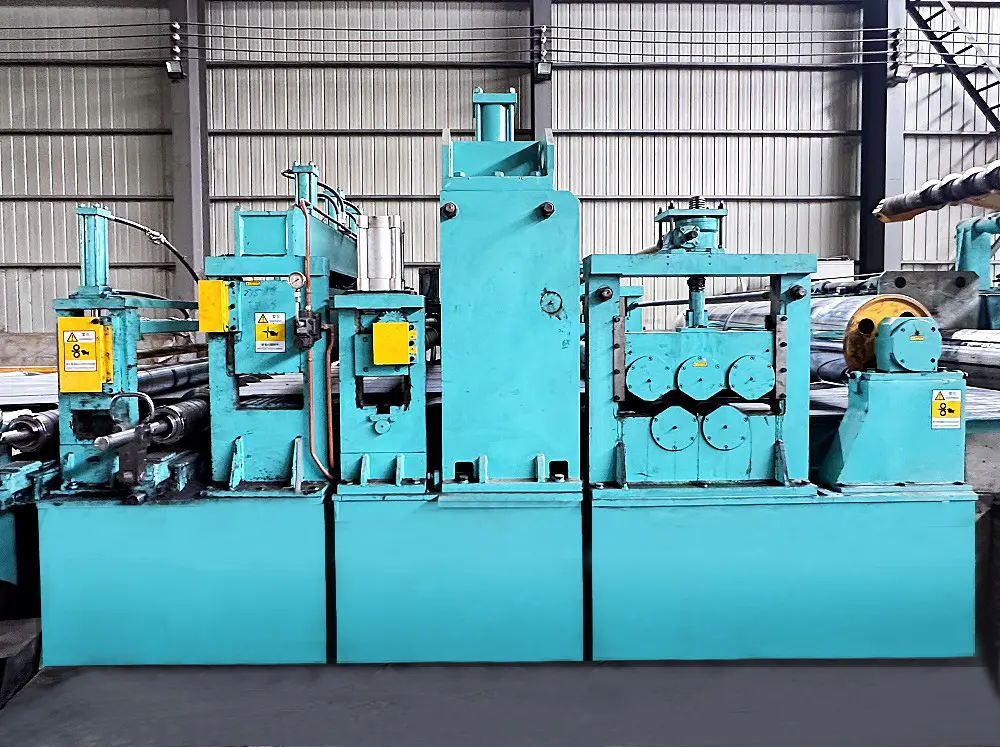
Complete Line Configuration
A slitting line works as a complete system. The decoiler, slitter head, scrap winder, tension unit, separator, recoiler, hydraulic system, electrical control, and unloading device must match each other. We do not look at one section alone. We review the full coil processing flow from coil loading to final slit coil unloading.


Focus on Slitting Quality
Good slitting quality depends on knife clearance, arbor precision, spacer accuracy, blade condition, strip tension, material behavior, and recoiling setup. We help you review the key factors behind burr, strip width variation, edge wave, camber, surface scratches, loose recoiling, and uneven coil edges.
Recoiling and Tension Experience
Recoiling is one of the most important parts of a slitting line. Poor recoiling causes loose coils, strip overlap, uneven coil edges, handling problems, and downstream feeding issues. We pay attention to strip tension, separator arrangement, recoiler alignment, narrow strip control, coil pressure, and unloading method based on your strip width and material type.

Practical Production Thinking
Line speed is not the only factor that affects output. Your real production also depends on coil loading, threading, knife setup, order changeover, scrap handling, recoiling, unloading, and operator workflow. We help you choose a configuration that matches your order type, coil size, strip quantity, and production rhythm.
Support After Delivery
A slitting line needs long-term support for knives, spacers, rubber rings, tension pads, hydraulic parts, electrical components, setup guidance, and troubleshooting. We support you with technical communication, spare parts, maintenance guidance, and line adjustment suggestions after the equipment is delivered.

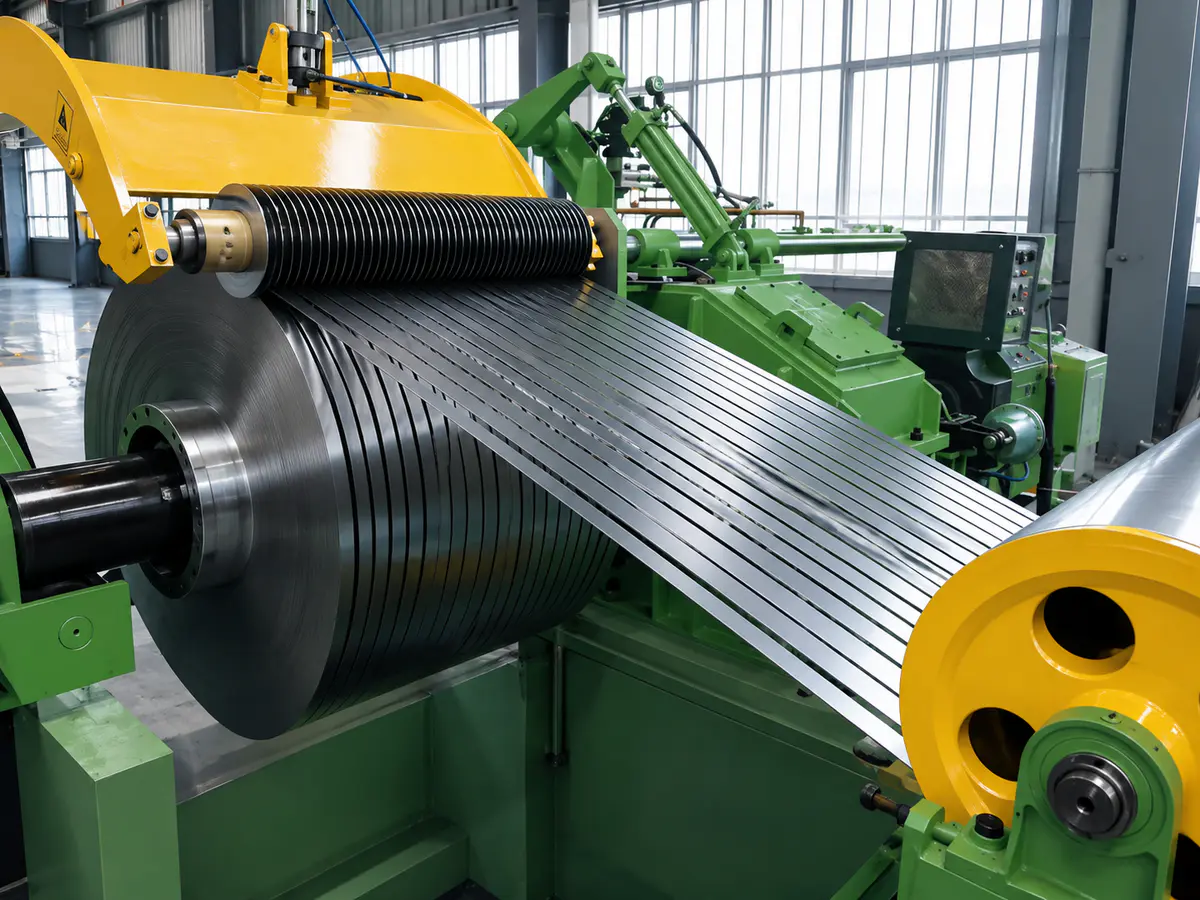
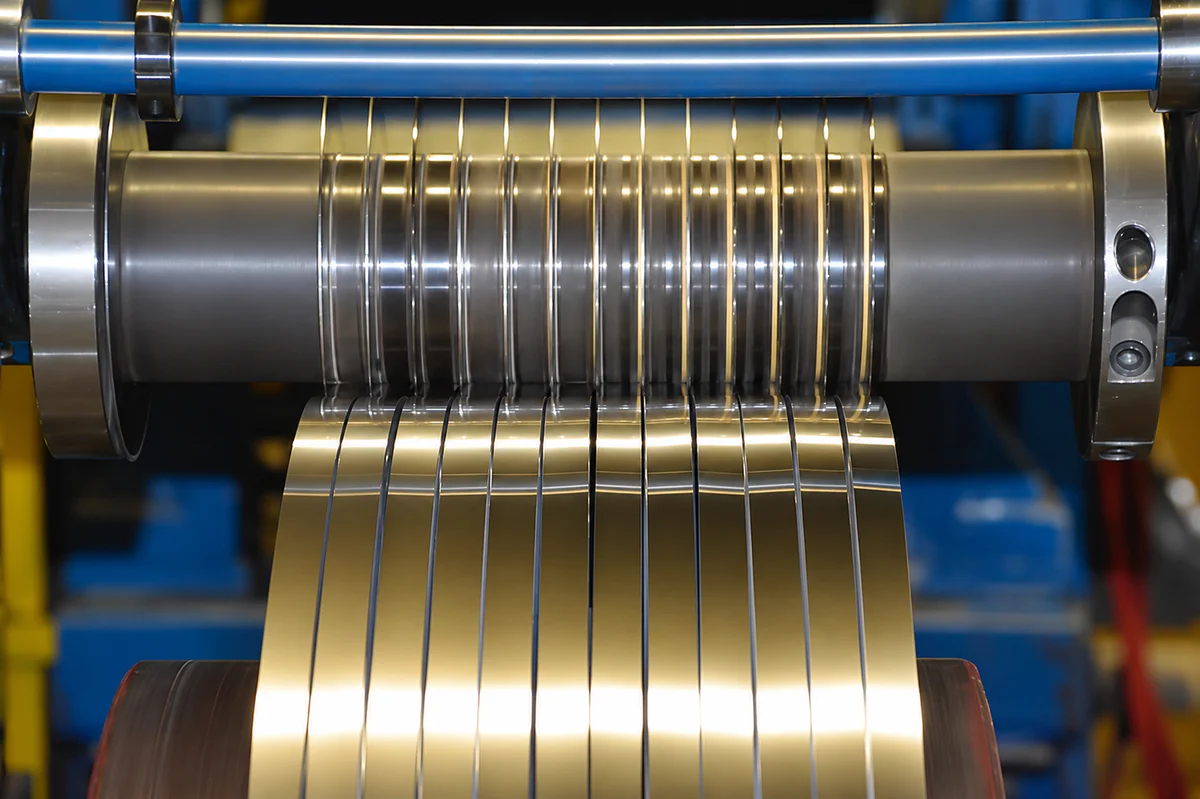
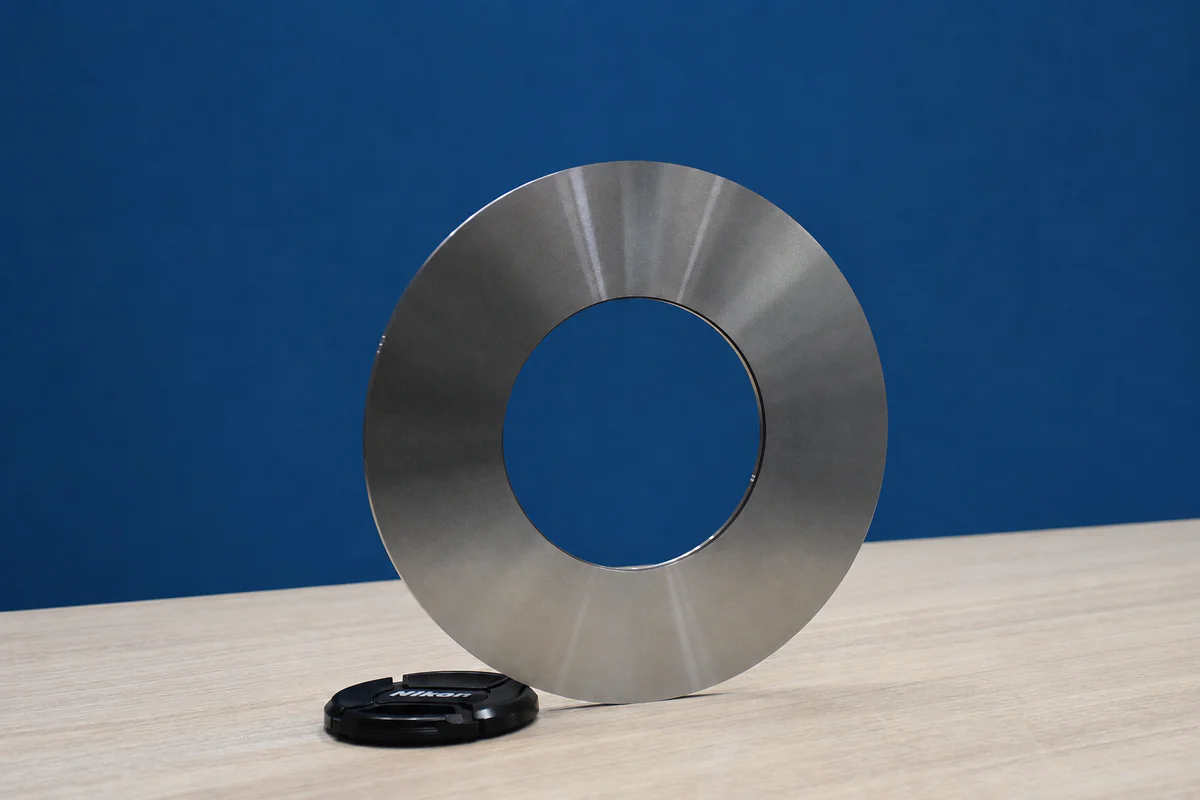
The Slitter Head Is Where Strip Quality Starts
It decides how your wide coil splits into narrow strips, and it drives strip width accuracy, burr level, edge quality, blade life, and production stability.
For each project, we select the slitter head and knife setup around your material type, coil thickness, strip width, number of strips, burr requirement, and changeover needs.

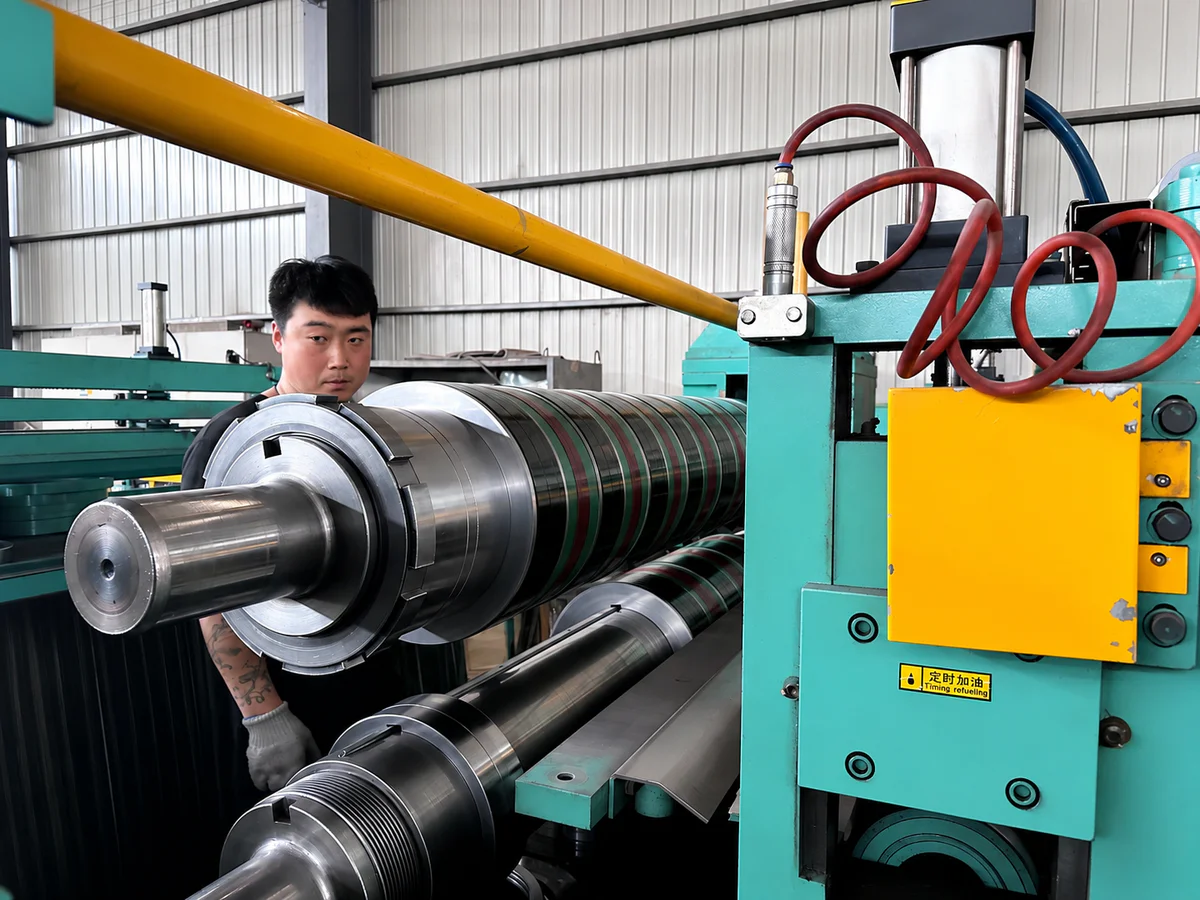
Slitter Head Rigidity
A stable slitter head cuts vibration, blade deflection, and unstable cutting, which matters most for thicker or harder materials, high coil weight, or multi-strip slitting.
If the head is not strong enough for your material range, you get large burrs, poor edges, fast blade wear, and unstable strip width.

Knife Clearance
Clearance gets adjusted to your material thickness, hardness, blade condition, and required edge quality.
Wrong clearance causes large burrs, edge deformation, rough cutting, and blade damage. Carbon, stainless, galvanized, aluminum, and pre-painted coil each get reviewed separately.
Arbor Precision
Upper and lower knife arbors must hold stable alignment during cutting. Arbor precision affects blade contact, strip width accuracy, burr control, and edge consistency.
For precision strip production, the head supports accurate knife positioning, stable arbor rotation, and reliable spacer matching.
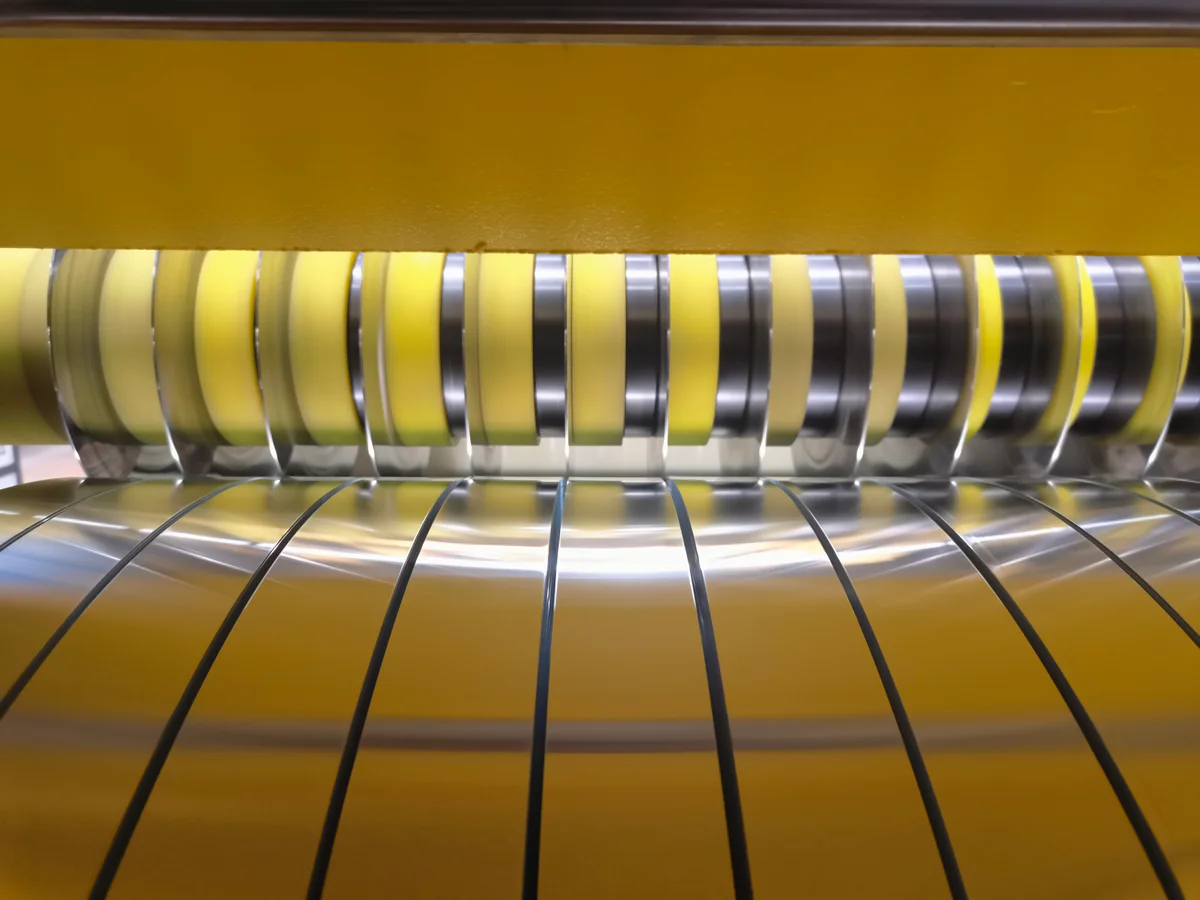
Spacers and Rubber Rings
Spacers control slit width and knife position. Their accuracy drives final strip width and repeatability during order changeover.
Rubber stripper rings separate strips from the knives and smooth material flow after cutting, reducing strip twisting, edge damage, and unstable movement.
Blade Quality and Wear Control
Blade material, hardness, sharpness, and maintenance affect cutting quality and service life. Worn blades increase burrs, create rough edges, and lower strip quality.
For continuous production, plan spare knives, spacers, rubber rings, and sharpening from the start of the project.
Knife Changeover Planning
For service centers and coil processors, changeover time drives daily output. A good configuration accounts for operator workflow, knife arrangement, spacer prep, scrap handling, threading, and recoiling setup.
Real productivity is not only line speed. It is how fast and accurately your operator can prepare the next order.
Burr control
Clean strip edges
Width accuracy
Repeatable strips
Longer blade life
Lower running cost
Faster changeover
More daily output
What We Review Before Configuring Your Head
Send us these details and we match the slitting head, knife system, and recoiling setup to your real production, not a fixed model.
What You Send
- Material type
- Thickness range
- Strip width
- Number of strips
- Burr requirement
- Surface requirement
- Changeover frequency
- Downstream use
What We Match
- Slitting head
- Knife arrangement
- Spacers
- Rubber rings
- Tension unit
- Separator
- Recoiler
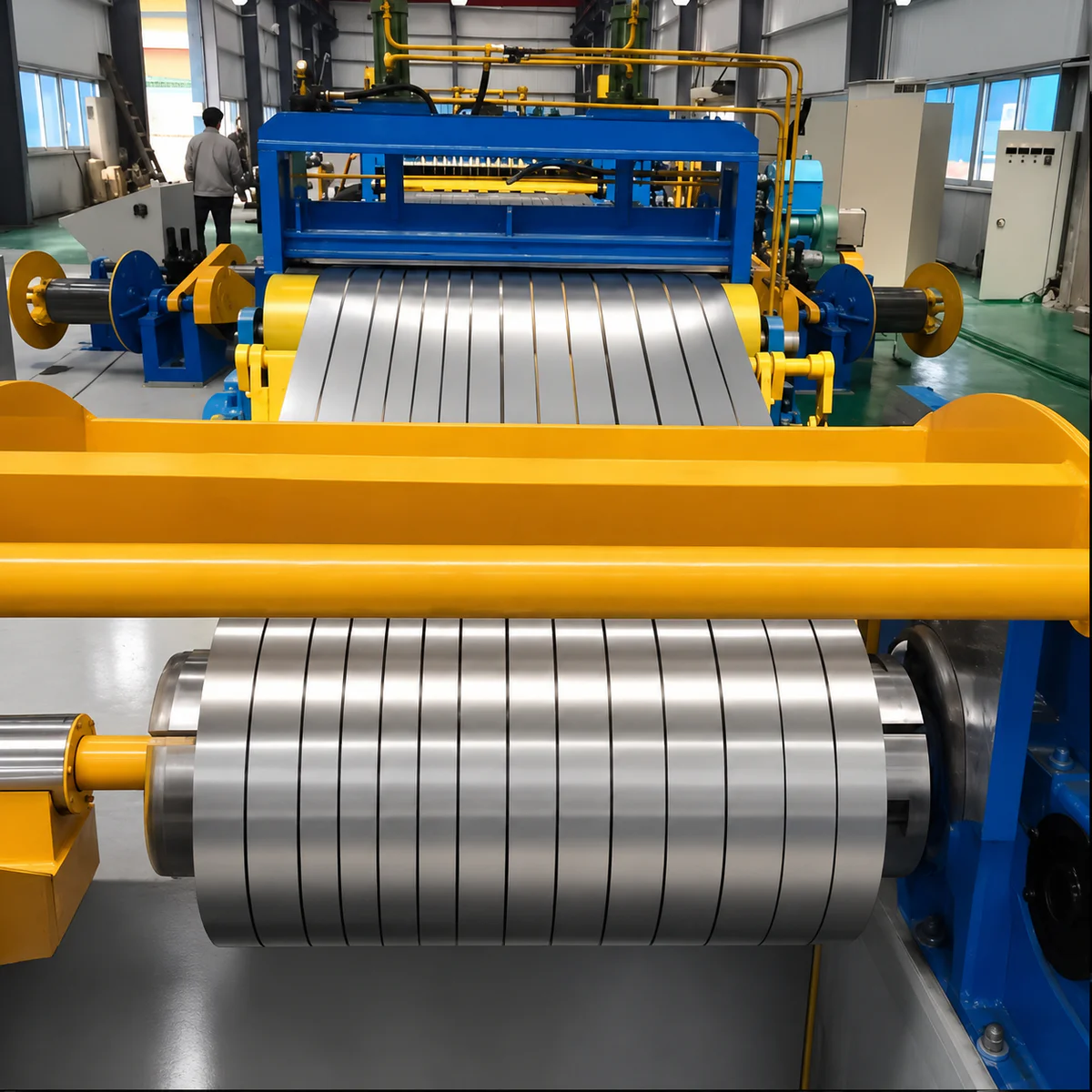
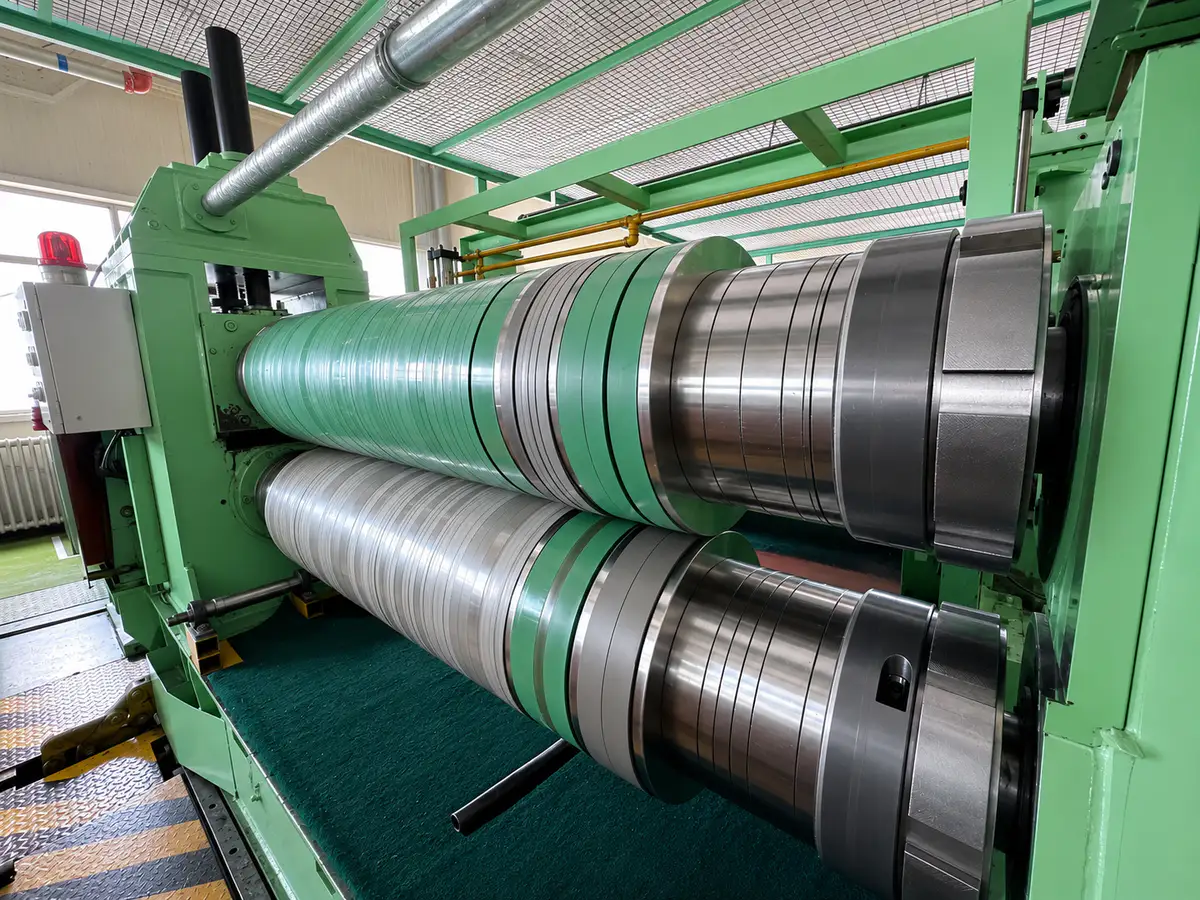
Correct Width Is Not Enough. Recoiling Decides the Coil
Even with the right strip width, poor tension or unstable recoiling still causes loose coils, uneven edges, strip overlap, surface marks, and handling problems after unloading.
A good recoiling system gets matched to your material type, strip width, number of strips, coil thickness, coil weight, and downstream use. Here is what we control.

Stable Strip Tension
After slitting, each strip needs suitable tension before the recoiler. Too low and the coils go loose or uneven. Too high and thin materials, soft metals, or surface-sensitive coils deform or get marked.
Carbon steel, galvanized, pre-painted, stainless, and aluminum each get their tension method reviewed separately.

Tension Stand Design
The tension stand controls strip tension before recoiling. Depending on material and surface needs, the line uses different structures such as tension pads, pressure rollers, or other suitable designs.
For painted coil, stainless, aluminum, or appliance-grade material, surface contact is handled carefully to cut scratches, pressure marks, or coating damage.

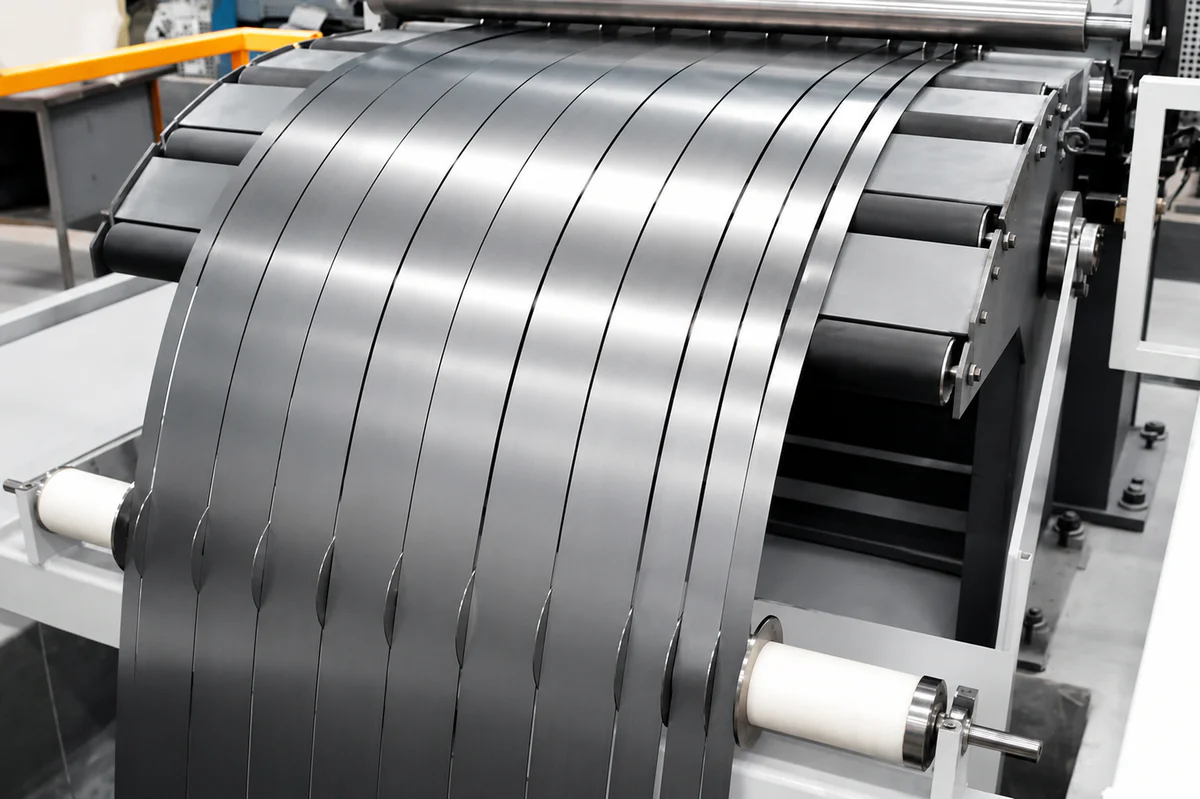
Separator Arrangement
Separator discs keep each slit strip in the right position before recoiling, which matters most when you run many narrow strips at once.
Proper setup cuts strip crossing, overlap, uneven coil edges, and unstable recoiling. It gets matched to strip width, number of strips, thickness, and recoiler design.

Recoiler Alignment
The recoiler must run in line with the slitter head, tension unit, and separator. Poor alignment brings uneven coil edges, telescoping coils, unstable winding, or strip movement during production.
For higher coil weight or narrow strips, recoiler structure, mandrel strength, expansion design, and unloading method are checked carefully.

Narrow Strip Recoiling
Narrow strips are harder to control because each has less width and moves more easily. The line gives more attention to strip separation, tension balance, separator setup, and coil edge control.
If narrow strips are not controlled, the final coils end up loose, uneven, or hard to handle downstream.

Surface-Sensitive Materials
Galvanized, pre-painted, stainless, and aluminum coil need better surface protection during tensioning and recoiling.
We review roller contact, tension pressure, strip path, separator design, recoiling pressure, and unloading method to reduce scratches, pressure marks, and edge damage.

Downstream Coil Use
Recoiling quality affects the next process. Slit coils feed tube mills, roll forming lines, stamping lines, roofing production, transformer core processing, or resale.
If the coil is loose, uneven, scratched, or poorly separated, your downstream line faces feeding problems, production stops, or extra handling work.
What We Review Before Recoiling Configuration
Send us these details and we configure the tension unit, separator, recoiler, mandrel, pressing device, unloading system, and control layout around your real production.
Your Real Output Is More Than Top Speed
A line can have a high rated speed, but your daily result depends on coil size, strip quantity, knife setup, recoiling stability, unloading method, and order changeover.
The real question is not only how fast the line runs, but how many stable orders it finishes in one shift.
Coil Loading Time
Heavy coils, large OD coils, and frequent changes eat production time. Coil car capacity, decoiler structure, mandrel expansion, and operator workflow get matched to your coil weight and daily plan.
Threading Time
Before continuous slitting, the coil passes the straightener, slitter head, scrap system, tension unit, separator, and recoiler. A clear strip path and practical layout cut preparation time and operator mistakes.
Knife Setup Time
For different strip widths, operators arrange knives, spacers, rubber rings, and separators. If your orders change often, knife setup efficiency becomes one of the biggest factors in daily output.
Number of Strips
More strips raise material output from one coil, but they need better strip separation, tension balance, separator setup, and recoiling control. High strip counts call for careful configuration to stay stable.
Recoiling Stability
Poor recoiling slows the line even when slitting can run faster. Loose coils, uneven edges, strip overlap, or unstable tension force operators to drop speed during production.
Scrap Handling
Edge scrap must be removed continuously and safely. If scrap winding or collection is unstable, it interrupts production, adds downtime, and affects operator safety.
Unloading Method
After recoiling, slit coils must come off safely and fast. Coil weight, strip width, coil tightness, unloading car, push-off device, and packing all affect the time between orders.
Order Changeover
Service centers handle many strip widths and material types. Real productivity comes from how smoothly the line moves from one order to the next, not only from the maximum running speed.
Want Stable Output, Not Just a Big Number?
Tell us your order type, coil size, and strip mix. We configure a line that finishes more stable orders per shift.
How We Help You Review Output
Before recommending line speed and automation level, we review your coil weight, coil width, thickness range, strip width, number of strips, order frequency, daily production target, workshop layout, and operator arrangement. Then we tune the line to your real situation.
High-Volume Production
Focus on stable running speed, coil handling efficiency, recoiling control, and reduced downtime.
Frequent Order Changes
Focus on knife setup workflow, separator adjustment, threading process, and practical changeover efficiency.
Heavy Coil Production
Focus on decoiler capacity, coil car design, slitter head strength, recoiler capacity, unloading safety, and continuous operation stability.
Output reviewed around your real production, not just rated speed
The Fastest Line Is Not Always the Right One
If your production runs many small orders, narrow strips, surface-sensitive material, or frequent width changes, changeover efficiency and recoiling stability often beat maximum speed.
We help you pick a line around your actual production plan, so you get stable output, controlled strip quality, and efficient daily operation.
Often Worth More Than Top Speed
- Fast, accurate changeover
- Stable recoiling quality
- Controlled strip quality
- Surface protection on sensitive coil
- Efficient daily operation
We Stay With You After the Line Ships
A slitting line is a complete coil processing system, not a single machine. Before delivery, we check the main sections for mechanical movement, hydraulic action, electrical control, safety operation, coil running direction, and coordination between each unit.
We support your project from configuration to testing, delivery, installation guidance, operator use, spare parts, and long-term troubleshooting.
Line Checking Before Shipment
We check the main working sections, including decoiler, slitter head, scrap winder, tension unit, separator, recoiler, hydraulic system, electrical cabinet, and operating controls.
The goal is to confirm each section works smoothly and the full layout matches your agreed configuration.
Trial Running and Adjustment
If trial material is available, we test the line with coil before shipment to review feeding, slitting stability, strip separation, tension control, recoiling, and operator workflow.
For different materials and thicknesses, final settings may still need adjustment after installation to match your actual production material.
Knife Setup Guidance
We guide knife arrangement, spacer matching, rubber ring setup, separator adjustment, and basic knife clearance selection for your material thickness and target strip width.
Good knife setup cuts burr, strip width variation, rough edges, blade wear, and downtime during changeover.
Tension and Recoiling Support
Recoiling quality depends on strip tension, separator position, recoiler alignment, pressing method, material thickness, strip width, and number of strips.
After delivery, we help review loose coils, uneven edges, strip overlap, unstable winding, surface marks, or difficult unloading, and suggest adjustments.
Spare Parts Support
Long-term use needs spare parts planning. Common wear parts include slitting knives, spacers, rubber rings, tension pads, hydraulic seals, electrical components, bearings, and rollers.
We help you prepare spares based on your line configuration and production frequency, so you cut downtime when parts need replacing.
Hydraulic and Electrical Support
These systems drive coil loading, mandrel expansion, slitter head operation, recoiler movement, tension control, safety operation, and line automation.
We support hydraulic adjustment, electrical troubleshooting, control checking, sensor issues, motor operation, and basic maintenance communication.
Installation and Operator Guidance
A line needs correct installation, leveling, alignment, wiring, hydraulic connection, and operator training before stable production.
We provide installation guidance, operation documents, technical communication, and remote support for loading, threading, slitting, tension, recoiling, unloading, and maintenance.
Support for Daily Production
After the line runs, questions appear with different materials, strip widths, order changes, or recoiling conditions.
Send photos, videos, material data, strip size, burr condition, coil edge condition, and running speed. We help review the causes and suggest practical adjustment steps.
Questions Before You Configure a Line
Common questions on slitting quality, recoiling, materials, output, and what to send before a quotation.
1How do I choose the right slitting line for my coil?
2What causes large burrs after slitting?
3How can strip width accuracy be controlled?
4Why does recoiling quality matter so much?
5Can one slitting line process different coil materials?
6What affects the actual output of a slitting line?
7How do I reduce surface scratches during slitting?
8What should I consider for narrow strip slitting?
9How does slit coil quality affect downstream production?
10What information should I send before asking for a quotation?
Henry
Slitting Line Specialist, RITEC
Send me your coil data and target strip sizes, and I will help you configure a complete slitting line around your real production, not a fixed model.
Share your material type, thickness, coil width and weight, strip width, number of strips, surface and burr requirement, and downstream use. I will reply within 12 to 24 hours with a configuration direction and the next steps.
Looking forward to your coil data
Get a Line Configuration
Fill in the form and I will get back to you within 12 to 24 hours.