China CNC Beam Drilling Lines Factory
CNC beam drilling, marking and sawing line solutions for your structural steel fabrication.
Move from manual layout and magnetic drilling to a controlled, repeatable beam processing workflow. We help you configure the right line for H-beams, I-beams, channels and structural profiles based on your beam size, hole requirements, output targets and workshop layout.
Manufacturing
Delivered worldwide
Export markets
Inquiry response
What You'll Find Here
Jump straight to what matters for your project, from beam applications and line types to drilling tools, factory testing, support and sending your specs.
Beam Processing Needs
H-beams, I-beams, channels, columns and your structural steel members.
Manual to CNC Workflow
Why manual layout, marking and magnetic drilling cap your beam output.
Choose Beam Line Type
Single, three-spindle and drill-saw lines matched to your volume.
Line Layout Flow
How infeed, measuring, drilling, marking and sawing connect on one line.
Beam Size Requirements
The beam height, flange width, length and hole sizes it handles.
Drawing Data Programming
From your DSTV/NC files and drawings to machine-ready programs.
Drilling Tools Maintenance
Carbide drills, coolant and tool changes for clean, long-life holes.
Factory Testing Support
We trial your beam samples and send proof before shipment.
Common Questions
Lead time, payment, shipping and warranty answered.
Send Your Requirements
Send your beam drawings, sizes and hole specs, get a line configuration within 24h →
Beam Processing Needs
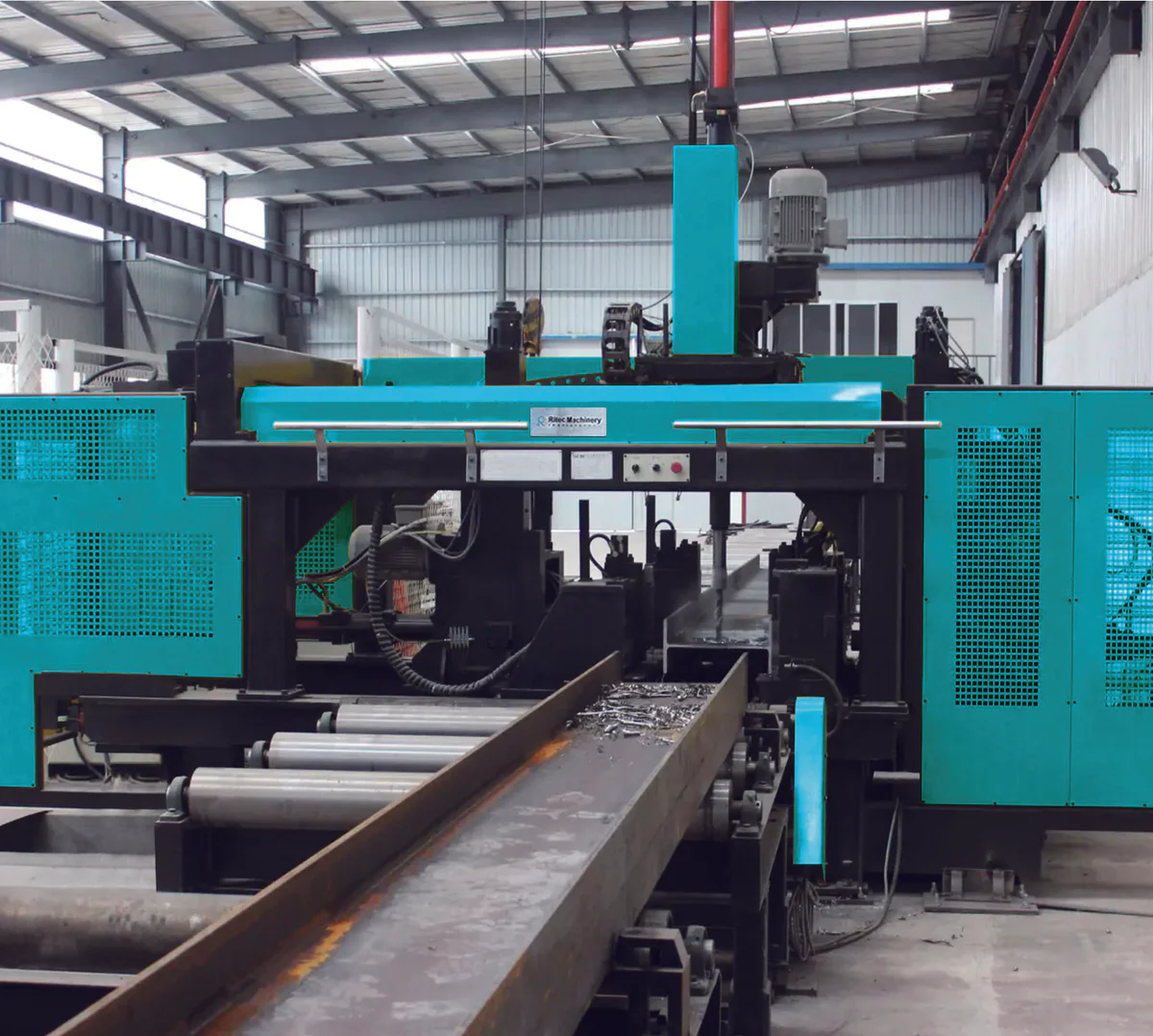
CNC beam drilling lines are built for structural beams and profiles that need accurate hole drilling, layout marking and optional cutting. Use this to check whether the line fits your beam type, processing steps and workshop flow.

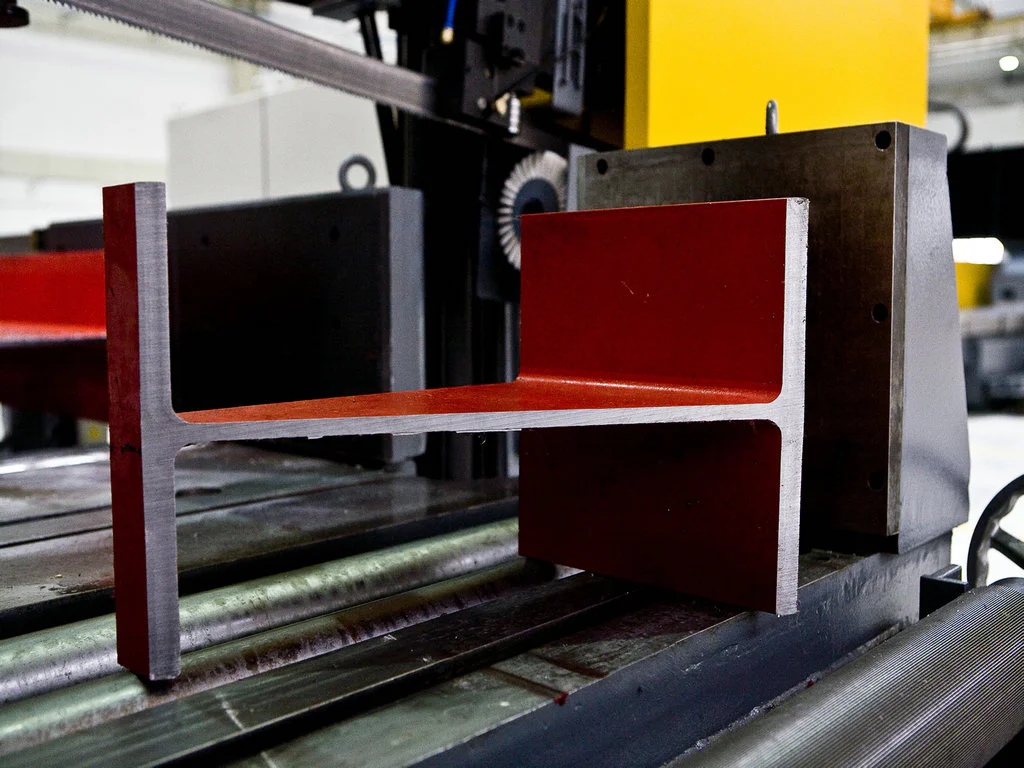
For Common Structural Profiles
Process H-beams, I-beams, channels, columns and other structural profiles used in steel structure fabrication, PEB frames, warehouse structures and industrial projects.

For Key Beam Operations
Handle web holes, flange holes, end holes, part marks and layout marks in one CNC workflow. Sawing, scribing, tapping or countersinking can be discussed around your project and line configuration.
For Production Flow Upgrade
Built for workshops moving from manual measuring, magnetic drilling and separate cutting stations to an organized line with feeding, clamping, drilling, marking and outfeed handling.
Manual to CNC Workflow
Move from repeated measuring, manual marking and magnetic drilling to a programmed beam processing flow.
Manual Beam Processing
Manual beam processing leans on operator experience. Long beams need repeated measuring and marking, and small hole-position errors can carry through to fitting, bolting and on-site erection.
CNC Beam Line Workflow
Hole positions come straight from your beam data, so measuring and marking stop being a per-beam manual task. Drilling, marking and sawing run in one controlled pass with a repeatable result.
A CNC beam drilling line turns hole positions, beam lengths and part marks into programmed operations. It cuts repeated manual layout work and keeps drilling, marking and material handling in one clearer production sequence.
Choose Your Beam Line Type
A beam line should match your production model, not just your maximum beam size. Before you choose, check your beam volume, hole positions, drilling surfaces, cutting and marking needs, and how material moves through your workshop.
Single-Spindle Beam Drill Line
For flexible workshops running mixed beam sizes and small-to-medium batches. A practical step up from manual layout and magnetic drilling when you want controlled investment and flexible production.
Three-Spindle Beam Drilling Line
For higher beam volume and frequent web and flange holes. Better suited to continuous beam processing, repeated bolt-hole patterns and multi-side drilling needs.
Drill + Saw Beam Line
When you want drilling and cutting in one connected process. It reduces lifting between separate drill and saw stations and keeps raw beams, drilled beams and cut parts moving through a clearer flow.
Drilling + Marking Line
When your projects need part numbers, layout marks, assembly references or welding position marks. Marking or scribing reduces manual marking after drilling and supports downstream fitting.
Line Layout & Material Flow
Plan the line around your workshop flow, not just machine capacity. Check how raw beams enter, how they are measured and drilled, and how processed beams leave for the next step.
Beam Entry
Starts with raw beam storage and loading. Check infeed conveyor length, loading direction, crane access, forklift space and your beam length range before layout design.
Measuring & Feeding
The feeding and measuring system controls how beams move through the line. A good layout moves long beams steadily, supports programmed hole positioning and cuts repeated manual measuring.
Clamping & Drilling
The drilling station matches your beam size, drilling surfaces and hole patterns. Proper clamping keeps the beam stable, and enough operator access helps tool change, inspection and maintenance.
Marking & Sawing
If beams need part numbers, layout marks or cutting after drilling, plan these into the line flow. Marking and saw integration reduces handling between stations and supports clearer assembly.
Outfeed & Sorting
Plan the outfeed around finished beam length, sorting method and the next process. Clear part marks and enough unloading space move beams smoothly to fitting, welding, blasting or assembly.
Layout Information We Need
To recommend a suitable line layout, prepare the details below. The more you share up front, the closer the first proposal lands to your real workshop.
| Information | Why It Matters |
|---|---|
| Workshop length and width | Confirms line direction and available space |
| Beam length range | Determines infeed and outfeed conveyor length |
| Beam size range | Affects machine selection and clamping |
| Loading method | Affects infeed design |
| Crane or forklift position | Affects how material moves around the line |
| Need for sawing | Changes the process layout |
| Need for marking | Changes the line configuration |
| Next process after drilling | Helps plan the outfeed direction |
Workshop length and width
Confirms line direction and available space
Beam length range
Determines infeed and outfeed conveyor length
Beam size range
Affects machine selection and clamping
Loading method
Affects infeed design
Crane or forklift position
Affects how material moves around the line
Need for sawing
Changes the process layout
Need for marking
Changes the line configuration
Next process after drilling
Helps plan the outfeed direction
Send Your Workshop Layout
Share your beam size range, beam length, loading method and workshop space. We can suggest a practical line direction before quotation, so the first proposal already fits how you work.
Beam Size Requirements
Choose a line by your real beam range and production needs, not just the largest profile. Beam dimensions, hole details, drilling surfaces, marking, cutting and workshop layout all shape the final configuration.
Beam Profile Data
Beam size drives machine capacity, conveyor design, clamping and feeding stability. We confirm these before recommending a line.
Hole & Processing Data
Hole size and location decide spindle capacity, drilling tools and processing sequence. Share these before you pick a line type.
Production & Layout Data
Volume and workshop layout decide whether a single-spindle, three-spindle or drill-saw line fits your line best.
Information Needed Before Line Recommendation
The more of this you can share, the closer the first proposal lands to your real production. A partial list is fine to start.
| Category | Information to Provide | Why It Matters |
|---|---|---|
| Beam Profile | H-beam, I-beam, channel, profile | Confirms suitable machine type |
| Beam Size | Height, flange width, web/flange thickness | Determines capacity and clamping |
| Beam Length | Minimum and maximum length | Determines conveyor layout |
| Beam Weight | Approx. max weight | Affects loading and handling |
| Hole Diameter | Min and max hole size | Affects spindle and tool selection |
| Hole Location | Web, flange, end holes | Affects drilling station selection |
| Hole Quantity | Holes per beam or per project | Affects cycle time |
| Marking Need | Part number, layout marks, scribing | Determines marking configuration |
| Sawing Need | Straight cut or angle cut | Determines saw integration |
| Production Volume | Monthly tonnage or beams per day | Helps choose line capacity |
| Workshop Layout | Length, width, crane, loading direction | Determines practical line layout |
| Next Process | Fitting, welding, blasting, assembly | Helps plan outfeed direction |
Beam Profile
H-beam, I-beam, channel, profile
Confirms suitable machine type
Beam Size
Height, flange width, web/flange thickness
Determines capacity and clamping
Beam Length
Minimum and maximum length
Determines conveyor layout
Beam Weight
Approx. max weight
Affects loading and handling
Hole Diameter
Min and max hole size
Affects spindle and tool selection
Hole Location
Web, flange, end holes
Affects drilling station selection
Hole Quantity
Holes per beam or per project
Affects cycle time
Marking Need
Part number, layout marks, scribing
Determines marking configuration
Sawing Need
Straight cut or angle cut
Determines saw integration
Production Volume
Monthly tonnage or beams per day
Helps choose line capacity
Workshop Layout
Length, width, crane, loading direction
Determines practical line layout
Next Process
Fitting, welding, blasting, assembly
Helps plan outfeed direction
Send What You Have, We Fill the Gaps
You do not need every detail ready. Share your beam sizes, hole needs and rough volume, and we help you complete the rest and point you to a suitable line type before quotation.
Drawing Data & Programming
A good line runs on a clear programming process. Before production, your beam length, hole positions, part numbers and marking data are checked and prepared for the machine.
Send Your Drawings, We Confirm the Workflow
Share your beam drawings and file format. We confirm the programming method and software output with you during evaluation, so production data is ready before the line ships.
Drawing Data We Need to Check
Send these with your drawings and we can confirm the programming workflow quickly. A partial set is fine to start the review.
| Information | Why It Matters |
|---|---|
| Drawing format | Confirms the programming workflow |
| Beam length | Sets feeding and cutting data |
| Hole diameter | Affects drilling tool selection |
| Hole location | Defines web or flange drilling |
| Hole quantity | Affects cycle time |
| Part number | Helps organize production |
| Marking requirement | Determines the marking option |
| Software output | Helps check data compatibility |
Drawing format
Confirms the programming workflow
Beam length
Sets feeding and cutting data
Hole diameter
Affects drilling tool selection
Hole location
Defines web or flange drilling
Hole quantity
Affects cycle time
Part number
Helps organize production
Marking requirement
Determines the marking option
Software output
Helps check data compatibility
Drilling Tools, Cooling & Maintenance
Stable drilling depends on more than machine size. Spindle rigidity, tools, cooling, chip removal and maintenance access all affect your hole quality, tool life and daily operation.
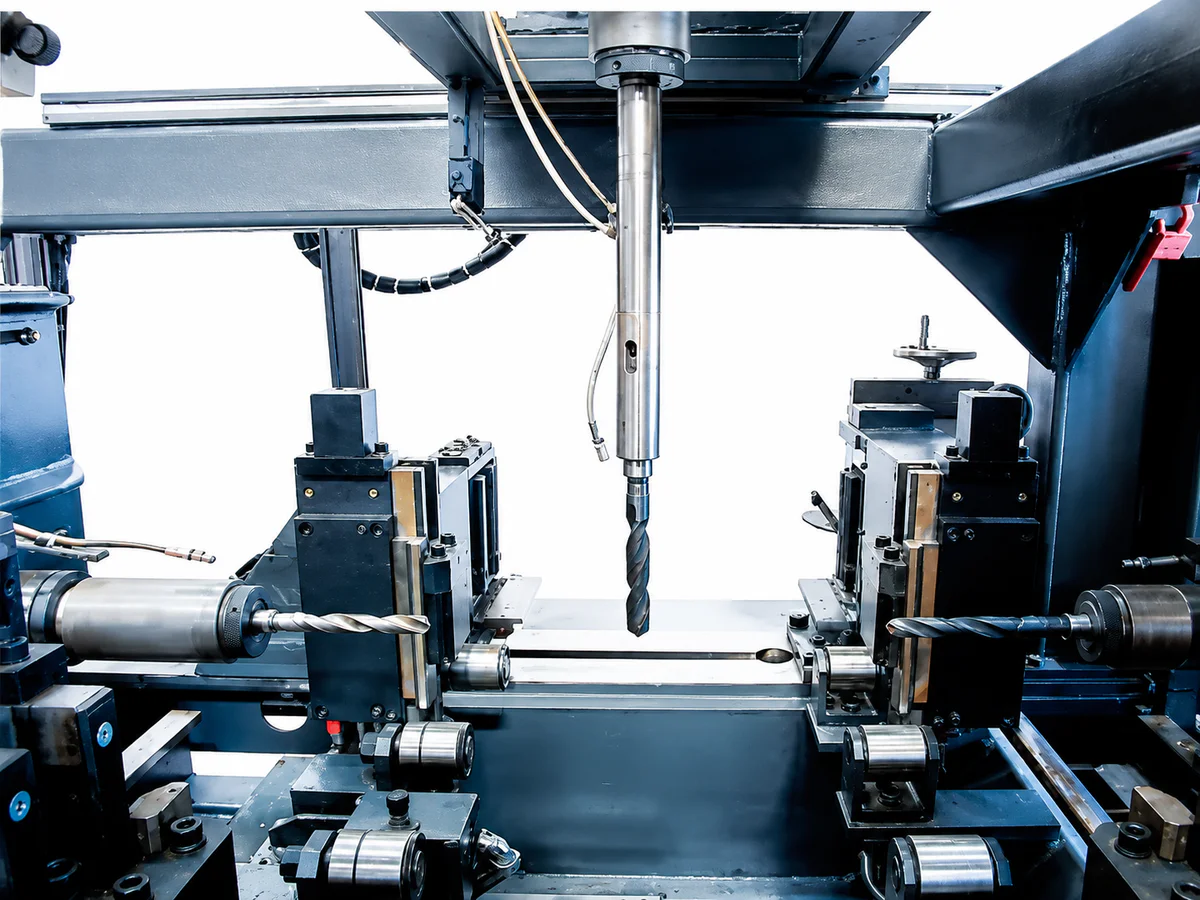
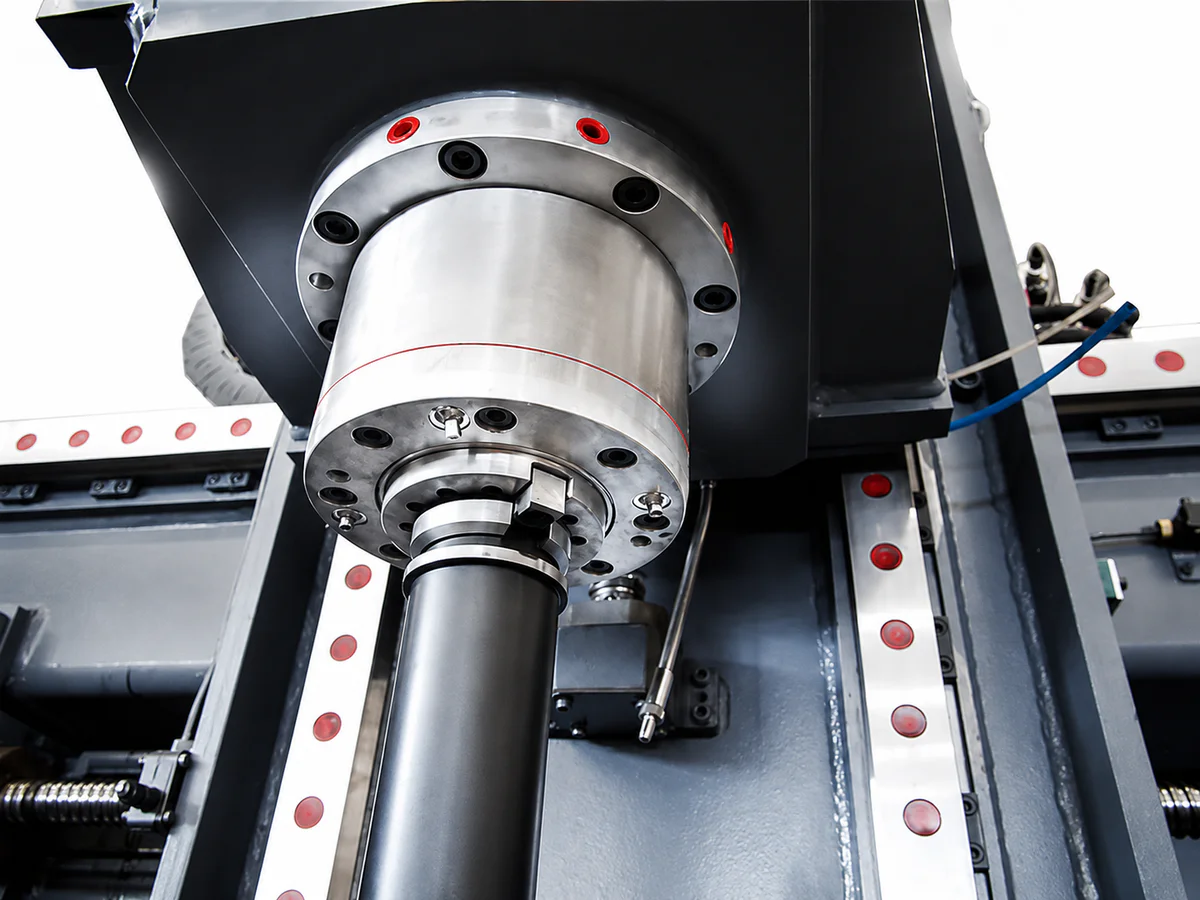
Spindle Capacity
Drilling needs enough spindle power and rigidity for web holes, flange holes and thicker profiles.
Tool Selection
Drill type matches your hole size, material thickness and expected production speed.
Cooling & Lubrication
Proper cooling controls heat during drilling and supports better tool life.
Chip Removal
Drilling creates chips around the station, especially on thick flanges or repeated patterns.
Maintenance Access
The line leaves space for tool change, inspection, lubrication, chip cleaning and electrical or hydraulic service.
Not sure on tooling or cooling?
Tell us your beam material, hole sizes and volume. We help you match spindle, tools and cooling to your line.
Factory Testing & Support
Before shipment, your line can be assembled and tested to your configuration, including feeding, clamping, drilling, marking, sawing and control operation, so you see it run before it leaves the factory.






Want a Test Video Before Shipment?
Send us your beam samples or drawings and we can trial your configuration in the factory. You see feeding, drilling, marking and sawing running before the line is packed and shipped.
Common Questions Before Choosing a Beam Drilling Line
The questions buyers ask most before they decide on a configuration. Still unsure on yours? Send your beam details and we will walk you through it.
How do I choose between a single-spindle and three-spindle beam drilling line?
It depends on your beam volume, hole locations and production rhythm. A single-spindle line usually suits flexible jobs, mixed beam sizes and small-to-medium volume. A three-spindle line suits frequent web and flange holes, repeated bolt-hole patterns and higher beam volume.
Before recommending a type, we check your beam size range, hole quantity, drilling surfaces and monthly production requirement.
Can the line drill both web holes and flange holes?
Yes, a CNC beam drilling line can be configured for web and flange hole processing, but the actual drilling range depends on machine structure, spindle arrangement, clamping method and beam size.
For accurate selection, provide your beam height, flange width, web thickness, flange thickness, hole diameter and hole location drawings.
When should I choose a drill + saw beam line?
A drill + saw line suits workshops that want drilling and cutting in one connected process. It is especially useful if beams currently move between separate stations, causing extra lifting, waiting and handling.
If you need cut-to-length beams after drilling, or a clearer flow from raw feeding to drilled and cut output, saw integration should be discussed during line planning.
Can the line process channels and other structural profiles?
It may be possible, depending on machine model, clamping method, profile shape and size range. H-beams and I-beams are typical applications, while channels and other profiles need to be checked against the actual line configuration.
Before confirmation, share your profile drawings, size range and drilling positions. This avoids choosing a line that fits beams but does not handle your mixed profiles well.
What information is needed before recommending a line?
The most useful details: beam type, beam size range, beam length, hole diameter, hole location, hole quantity, marking needs, sawing needs, monthly tonnage and workshop layout.
If available, beam drawings or sample NC files help a lot. They let us recommend a practical line direction instead of only quoting a standard machine model.
Can the line reduce manual layout work?
Yes. A CNC beam drilling line reduces repeated measuring, manual marking and magnetic drilling by turning beam data into programmed operations.
Drawing data still needs checking before production. The goal is not to skip technical review, but to cut repeated manual layout steps and make hole positioning, part marking and beam flow more organized.
How does drawing data affect beam drilling accuracy?
Accuracy starts from the drawing data. Hole diameter, hole location, beam length, part number and layout mark information must be correct before programming.
If the drawing file, software output or manual input contains errors, the machine follows the wrong data. That is why file format, programming workflow and drawing checking should be confirmed before production.
Do I need marking or scribing functions?
You may need marking or scribing if your beams require part numbers, assembly references, layout marks or welding position marks.
These functions are valuable when beams move to fitting, welding, blasting, painting or site assembly after drilling. The right method is chosen by mark type, surface condition and downstream process.
What affects the production capacity of a beam drilling line?
Capacity is affected by beam size, hole diameter, material thickness, hole quantity, drilling surfaces, tool type, feeding speed, marking needs, saw integration and material handling efficiency.
That is why capacity should not be judged by machine speed alone. In real use, loading, feeding, drilling, unloading, sorting and the next process all affect actual output.
How should I plan the workshop layout for a beam drilling line?
Start with the material flow. Check where raw beams are stored, how they are loaded, how long the infeed and outfeed conveyors should be, where the crane or forklift can move, and where processed beams go after drilling.
A good layout leaves space for beam loading, operator access, chip cleaning, tool change, maintenance and finished beam sorting. For drill + saw lines, plan cutting and outfeed space from the beginning.
Send me your beam sizes, hole requirements and rough production volume. I will help you check the line type, layout direction and what to prepare before quotation, with no pressure to order.
I usually reply within 12 to 24 hours, and I am happy to look at your drawings or sample NC files directly.
Send Your Beam Requirements
Share what you have and we will reply with a practical line recommendation.