China CNC Plate Drilling Machines Factory
Drill, tap and chamfer your steel plates, flanges, tube sheets, bridge plates, tower plates and heavy fabrication parts on one CNC machine built for non-stop production.
Tell us your plate size, thickness, hole diameter, hole layout, tapping and chamfering needs, and daily output. You get a machine matched to your exact parts, shipped factory-direct from Jinan, China.

Years Experience
Machines Delivered
Countries Served
Technical Support
Find What You Need on This Page
Jump straight to what matters for your build, from workpiece types and machine selection to factory testing, drawings, and getting your quote.
Workpiece Types
Plates, flanges, tube sheets, bridge and tower parts you drill.
Manual Drilling Problems
The marking, layout errors and slow output costing your shop.
Drilling or Punching
When to drill and when to punch for your plate thickness.
Machine Type Selection
Single or multi-spindle matched to your holes and volume.
Plate and Hole Requirements
Max plate size, thickness and hole diameter the line covers.
Why Choose Our Factory
18+ years, 500+ machines, support in 50+ countries.
Tools and Chip Removal
Drill tooling, tapping and chip handling kept fast and clean.
Factory Testing Support
We trial your parts and send proof before shipment.
FAQ and Drawings
Lead time, payment, shipping, and how to send drawings.
Request a Quote
Send your plate drawings, get a configuration within 24h →
Choose by Workpiece Type
Different plate parts have different drilling requirements. The right CNC plate drilling machine should match your workpiece size, thickness, hole layout, drilling depth and production method. Find the part closest to what you make below.

Steel Structure Plates
For connection plates, gusset plates, base plates and splice plates in steel fabrication. CNC drilling cuts manual marking and keeps hole positions consistent across repeated project plates.

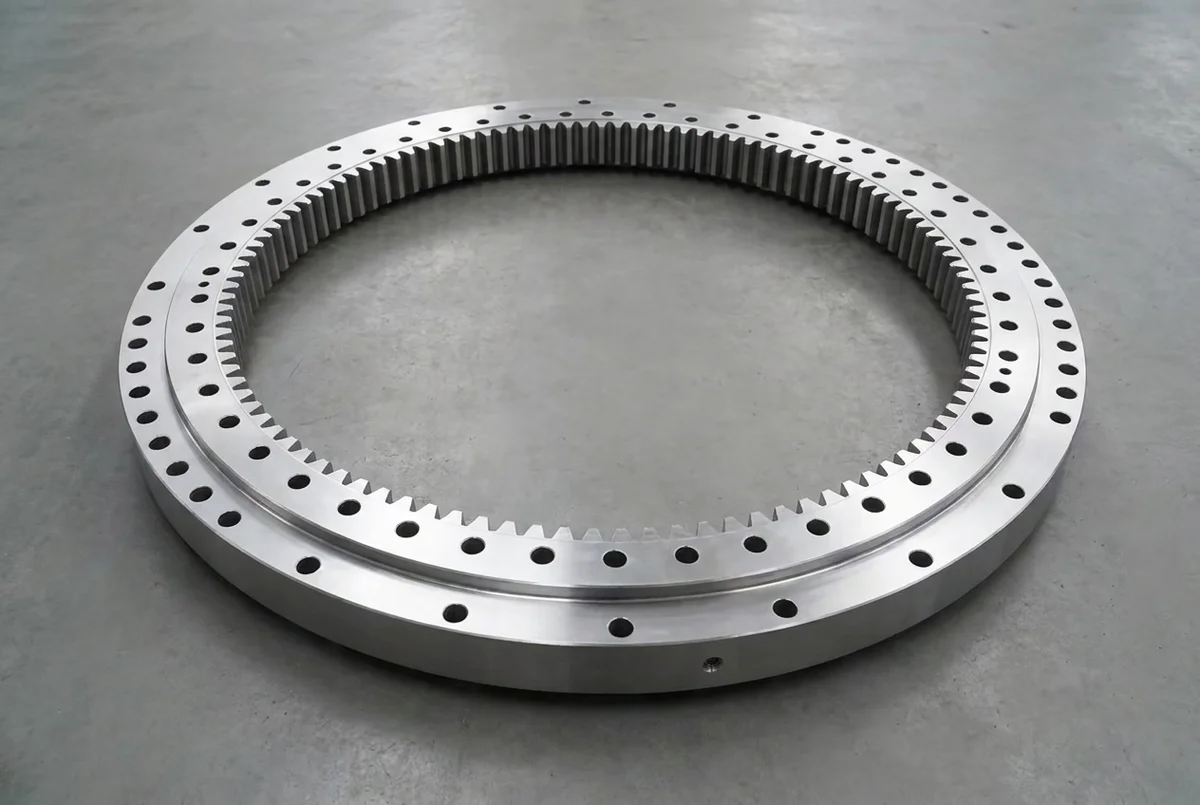
Flange Plates
For circular plates, flange bolt holes and repeated patterns around a center point. The machine processes different layouts straight from your drawing, where hole count and position accuracy matter most.
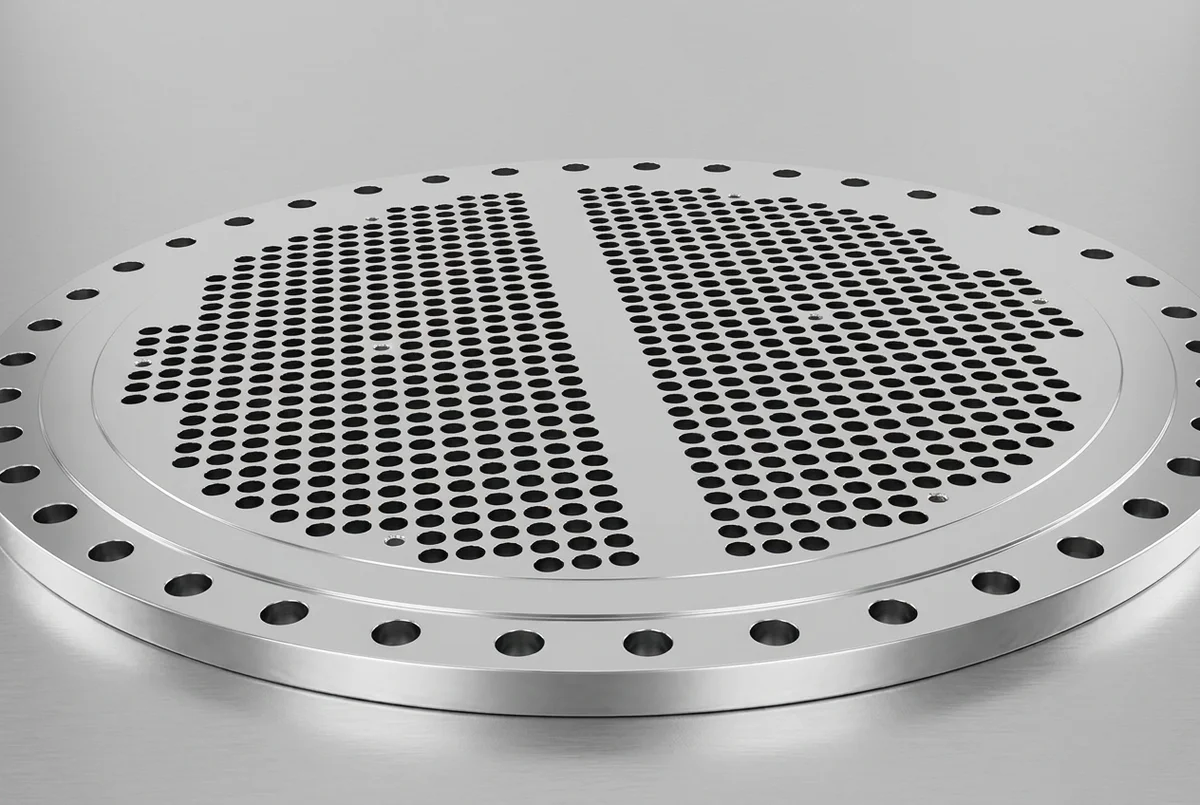
Tube Sheets
For tube sheets in heat exchangers, boilers and pressure equipment. These need stable positioning, the right drilling sequence, reliable cooling and effective chip removal when one plate carries many holes.
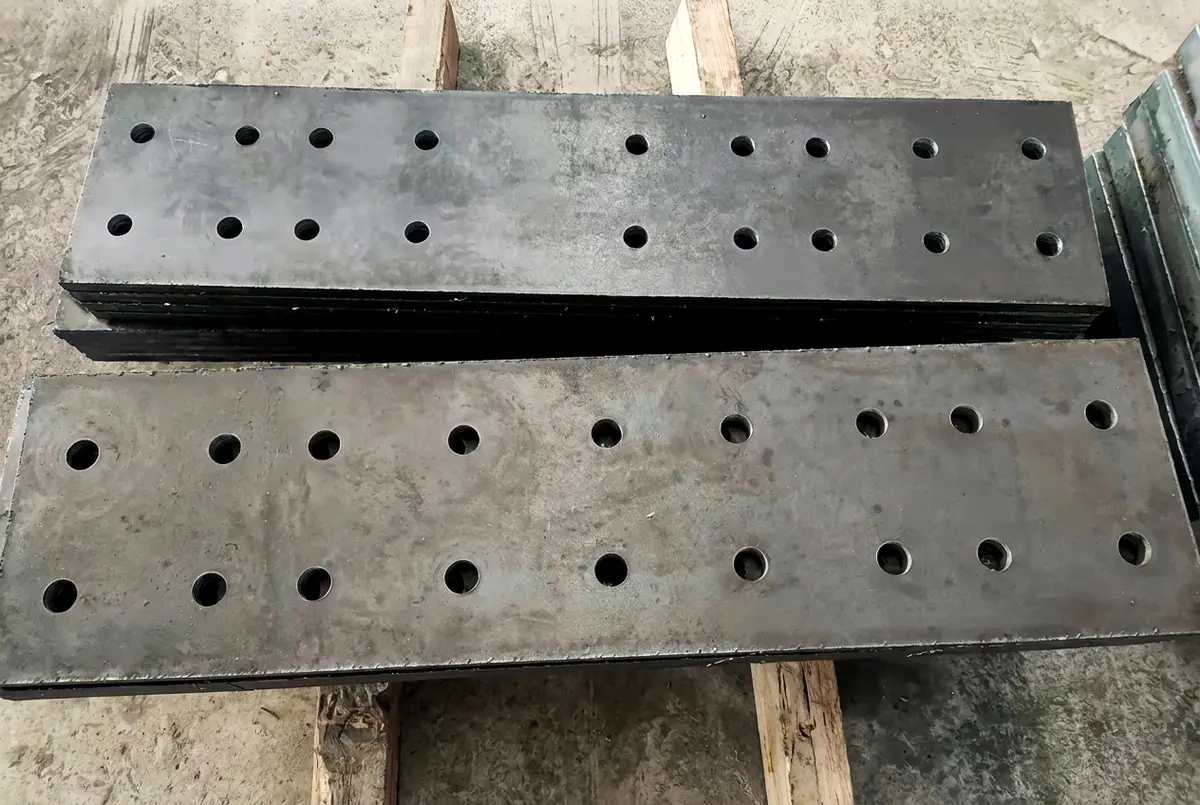
Bridge Plates
For bridge connection plates, joint plates and heavy fabrication parts. Project work demands stable drilling quality, accurate hole spacing and repeatable processing across every plate in the batch.

Tower Plates
For tower structure plates, transmission tower plates and other multi-hole steel parts. CNC drilling fits plates with many holes, mixed positions or repeated drawings that have to come out the same every time.
Boiler Plates
For boiler plates needing drilling, tapping or chamfering to the part design. Machine selection should weigh material grade, plate thickness, hole diameter, drilling depth and cooling requirements together.

Machinery Base Plates
For machine mounting plates, equipment base plates and custom metal parts. Bringing drilling in-house cuts outsourcing, tightens process control and supports small-batch or mixed-part production.
Custom Metal Plates
For non-standard plates with different sizes, hole patterns and processing needs. Send your drawing, plate size, thickness, material and hole details, and we'll advise whether table type, gantry type or another solution fits best.
Don't See Your Part?
Send your drawing, plate size, thickness, material and hole details. We'll tell you which CNC drilling solution fits your parts best.
Problems With Manual Plate Drilling
Manual marking, radial drills, magnetic drills or outsourced drilling can handle simple jobs. But they get painful fast once your drawings change, hole counts climb or plates get heavier. Seven places it usually breaks down →
CNC plate drilling removes the marking, the guesswork and the repeated setup. Tell us your parts and we'll match a machine that fixes this.
Manual Marking Takes Time
Before a single hole is drilled, your operators mark positions, check dimensions and confirm center points one by one. On multi-hole plates that prep can take longer than the drilling itself, and when the same plate returns in another project, the marking starts all over again.
Hole Position Depends on Operator Skill
Manual drilling leans heavily on marking accuracy, center punching, clamping and experience. Even with a correct drawing, small slips in marking or positioning throw off hole spacing, and that gets serious the moment the plate has to mate with another part in assembly.
Multi-Hole Plates Are Easy to Misread
Connection plates, gusset plates, bridge plates, tower plates and tube sheets carry many holes with mixed positions and diameters. It's easy to miss a hole, drill the wrong size or follow the wrong reference edge, especially when drawings look similar but aren't exactly the same.
Thick Plates Slow Down Production
Thick plates need stable feeding, the right drill tools, proper cooling and enough cutting power. On a manual machine your operator controls feed by feel. Too heavy and the drill wears or snaps; too light and output crawls while hole quality stays inconsistent.
Repeated Plates Need Repeated Setup
For batch production, re-marking and repositioning eat your efficiency. Even with identical plate shapes, manual setup still costs time. CNC drilling runs hole positions from programmed coordinates, which suits repeated drawings and project-based batches far better.
Outsourced Drilling Can Delay Projects
Sending thick plates, flange plates or large-hole parts to an outside supplier lightens your in-house load, but it adds schedule risk, transport cost and less control over quality. When delivery is tight, waiting on outsourced drilling holds up your whole fabrication schedule.
Assembly Problems Are Costly
The real cost of drilling errors shows up at assembly. Inconsistent hole positions mean bolts that won't seat, parts that need reaming, or plates that get repaired or remade. On steel structures, bridges, towers, machinery bases and flanges, that's extra labor, wasted material and project delay.
Drilling or Punching?
Plate holes can be made either way, but the right process comes down to thickness, hole diameter, material, hole quality, hole type and volume. Before we recommend a machine, we check which one fits your plate, or whether a combined method works better.
CNC Drilling Is the Stronger Choice When…
Your plates are thick, the holes are large, or hole quality requirements are high.
The part needs threaded, chamfered or countersunk holes, mixed diameters, or complex hole layouts.
You need tight control over hole position, hole size and hole wall quality for parts that have to fit precisely.
Typically chosen for:
Punching Is Worth Considering When…
You run thinner plates, simple repeated holes, and high-volume production.
Plate thickness, material strength and hole diameter all sit within the punching machine's capacity.
For standard holes within capacity, punching can deliver faster cycle times.
Punching is not the right call for thick plates, large holes, high-precision holes, threaded holes, or any part needing better hole surface quality.
Drilling or Punching: Quick Comparison
Use this as a fast reference for your own parts. When your requirements land in the orange column, CNC drilling is the safer route. Not sure where a part fits? Send the drawing and we'll confirm.
| Your Requirement | Better Direction |
|---|---|
| Thick plates | CNC Drilling |
| Large holes | CNC Drilling |
| Threaded holes | Drilling & Tapping |
| Chamfered holes | Drilling with Chamfering |
| Countersunk holes | CNC Drilling |
| High hole quality | CNC Drilling |
| Flanges | CNC Drilling |
| Tube sheets | CNC Drilling |
| Mixed hole diameters | CNC Drilling |
| Thin plates | Punching Can Be Considered |
| Simple repeated holes | Punching Can Be Considered |
| High-volume standard holes | Punching Can Be Evaluated |
You Don't Have to Pick by Machine Name
Send your plate drawing, thickness, material grade, hole diameter, hole quantity and production volume. We'll check whether CNC drilling, punching or another solution fits your work best.
The goal isn't the largest machine. It's the right process for your plates.
Select the Right Machine Type
The right machine isn't the one with the largest plate size. It's the one that matches your regular workpiece range, hole requirements, production volume and workflow. We check your common and maximum plate size, thickness, hole diameter and depth, hole count, tapping, chamfering and daily load before recommending anything.
Table Type CNC Plate Drilling
Best for small to medium plates, mixed parts and shops running many different drawings. You get accurate positioning and far less manual marking, without needing extreme plate size.
Stable hole processing on varied parts
Suits frequently changing drawings
Good for
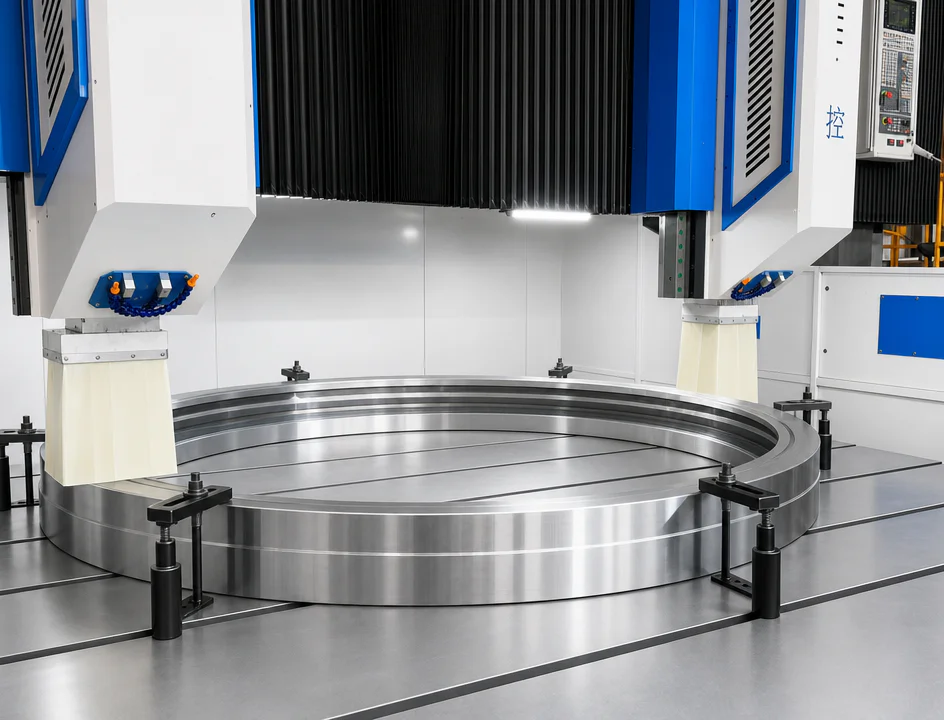
Gantry Type CNC Plate Drilling
Built for large plates, heavy plates and wider processing ranges. The right pick when your workpiece is big or heavy, or the drilling area needs longer X and Y travel.
Handles large, heavy fabrication plates
Longer travel for wide drilling areas
Good for
CNC Plate & Flange Drilling
For flanges and round plates needing circular hole layouts, repeated bolt holes and accurate positioning around the center. Selection depends on plate diameter, hole circle diameter, hole count, hole size and clamping method.
Radial and bolt-circle hole patterns
Accurate positioning around the center
Good for
Drilling & Tapping Configuration
When your plates need threaded holes, the machine should be selected with tapping built in. Tapping isn't just drilling, it needs proper spindle control, tool protection and correct cutting parameters.
Bolts fixed directly into the plate
Spindle control with tool protection
Good for
Drilling & Chamfering Process
When holes need chamfering, countersinking or edge prep after drilling, selection should account for the extra process. Some parts drill first then chamfer; some plans run a config that handles both more efficiently.
Clean hole edges for bolt fitting
Better assembly quality and hole condition
Good for
High-Speed / Higher-Output
When you run large quantities of project plates or repeated drawings, output becomes the deciding factor. May add faster spindle speed, efficient feeding, auto tool changing, stronger cooling, better chip removal or multi-spindle setup.
Cuts cycle time on repeated jobs
Multi-spindle and auto tool change options
Good for
Mixed Production Solution
Most shops don't run just one plate type. If your work spans structure plates, machinery plates, flanges and custom parts, the machine should be picked for flexibility, not one maximum spec. We start from your most common parts, then check future project range.
Built around your real part mix
Room to cover future projects
Good for
Machine Selection Guide
Match your production need to a starting direction. A quick reference, not a final spec, send your plate details and we'll confirm the exact configuration.
Don't Buy for the Biggest Plate You'll Drill Once
Size the machine around your regular production, not a one-time job. It's the more practical way to protect your investment.
Start from the plate sizes and thickness range you actually run every week, not the rare maximum.
Match it to the hole diameters you use most and the daily output you expect to hit.
Send your drawings or workpiece details and we'll compare suitable machine types with you before you invest.
Your Plate & Hole Requirements
To recommend the right machine, we start from your real parts. Machine size, spindle capacity, drilling depth, tooling, clamping, cooling and chip removal all have to match your actual workpieces. Here's what we check before quoting.
Plate Size
Sets your working table, gantry travel and processing range. Tell us your common and maximum plate size, so the machine covers regular production first, future projects second.
Plate Thickness
Drives drilling load, spindle choice, feed force, tool type and cycle time. Thick plates need stronger rigidity, correct cutting parameters, stable coolant and reliable chip removal.
Material Grade
Carbon steel, stainless, alloy and high-strength steel each drill differently. They can call for different drill tools, spindle speed, feed rate and coolant conditions.
Hole Diameter
Affects spindle power, tooling and processing time. Small, large and mixed diameters get checked separately, and many sizes on one plate mean tool change and sequence matter too.
Hole Depth
Key to tool length, chip removal and drilling stability. Deep holes need better cooling and chip evacuation; on thick plates, poor chip removal hurts hole quality and tool life.
Hole Quantity
Drives production efficiency. A few-hole plate needs a different setup than a tube sheet, flange or multi-hole connection plate. Dense layouts make sequence and cycle time critical.
Hole Layout
Shapes CNC programming and machine movement. Straight patterns, circular patterns, irregular positions and repeated project drawings all get reviewed before machine selection.
Tapping Requirement
Threaded holes mean the machine should drill and tap. Send thread size, depth, material and quantity. Tapping needs proper spindle control, the right tools and safe cutting parameters.
Chamfering / Countersinking
Confirm this before machine selection. Chamfering helps bolt fitting, assembly quality or removing sharp edges, and the process plan can affect tooling and machine configuration.
Production Quantity
Sets the automation level you need. Small-batch mixed parts favor flexibility; repeated or high-volume drilling makes cycle time, tool change, coolant and chip removal the priority.
Have a Drawing? Don't Have One Yet?
Either way works. Send what you have and we'll check the suitable CNC plate drilling machine direction for your parts.
Drawing Ready
Send your DXF drawings, PDF drawings or basic plate information. We'll review the hole layout and confirm the right machine direction.
No Drawing Yet
No problem. Just send plate size, thickness, material, hole diameter, hole quantity, drilling depth and production quantity, and we'll take it from there.
More Than Equipment, the Right Machine for You
Choosing a CNC plate drilling machine isn't just buying equipment. You need one that matches your plates, drawings, hole requirements and daily production. Our job is to help you pick the right direction before you invest.
Not Sure Which Machine Fits Your Work?
Send your plate details and we'll check the suitable CNC plate drilling direction for your parts, before you commit a single dollar.
Tools, Cooling & Chip Removal
A CNC plate drilling machine isn't only about movement. Stable drilling depends on the right tools, cutting parameters, coolant and chip removal. These details shape your hole quality, tool life, drilling speed and daily maintenance, the difference between a line that runs clean and one that fights you every shift.
Drill Tool Selection
Different plates need different drills. Hole diameter, thickness, material grade, drilling depth and hole count all drive the choice. Carbon steel, stainless, alloy and high-strength steel can need different drill types. For thick plates or repeated jobs, check tool rigidity and wear resistance.
Cutting Parameters
Spindle speed and feed rate should match material, hole diameter, drill type and depth. Too heavy a feed wears or breaks the drill and hurts quality; too light and drilling crawls while the tool still overheats. The right settings improve stability and cut tool problems.
Coolant Supply
Coolant cuts heat, improves chip evacuation and protects the drill. For thick plates, deep holes or dense layouts it matters more. Poor cooling means overheating, rough surfaces, unstable hole size or shorter tool life. Some jobs need stronger flow or internal cooling.
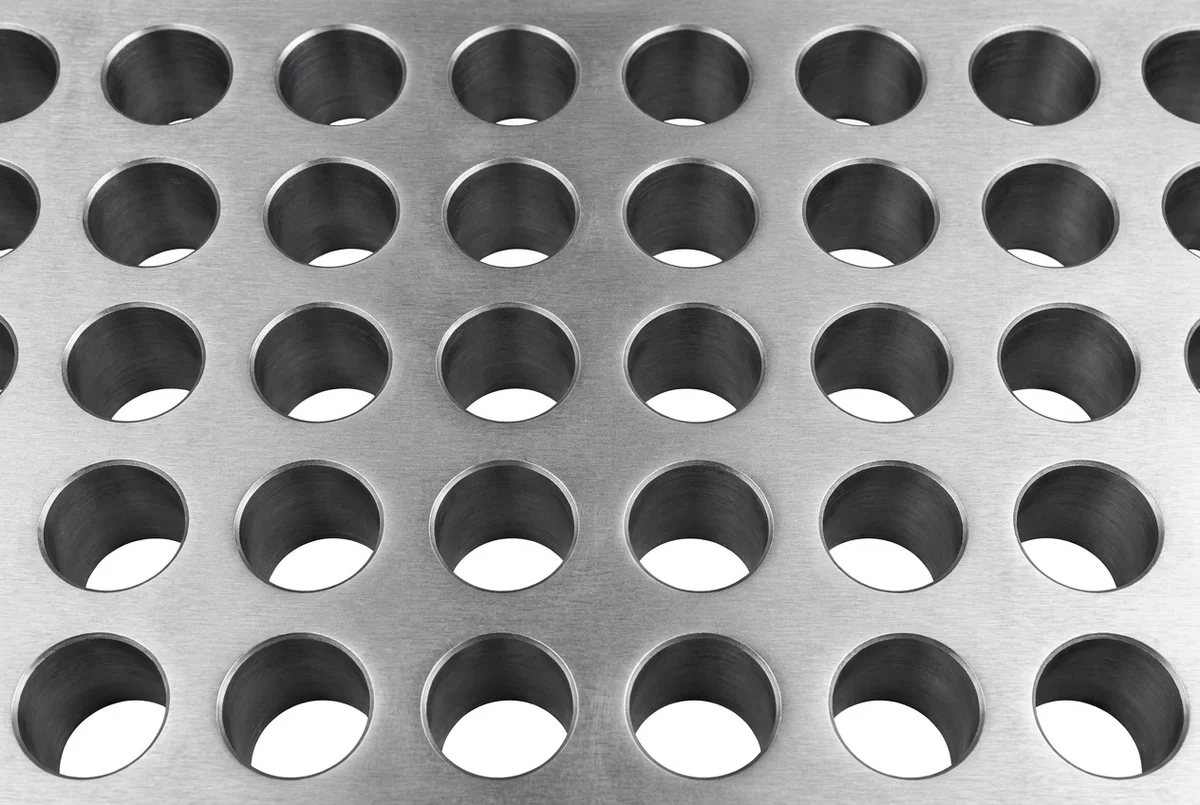
Chip Removal
Chip removal is central, especially on thick plates and deep holes. Chips left in the hole scratch the wall, raise cutting resistance, damage the drill or throw off accuracy. A suitable chip removal design keeps the drilling area cleaner and supports steadier production.
Thick Plate Drilling
Thick plate drilling needs stronger rigidity, suitable tool length, proper feed control, enough coolant and reliable chip evacuation. The deeper the hole, the more chip removal matters. Don't pick by hole diameter alone, factor in drilling depth and material condition.
Tapping Tool Protection
Threaded holes mean tapping needs care: suitable parameters, correct tool selection and proper spindle control. Poor conditions cause thread quality problems or tap breakage. Before recommending a drilling and tapping setup, we check thread size, depth, material and production quantity.
Chamfering & Countersinking Tools
If holes need chamfering or countersinking, plan tool selection and sequence in advance. It's often needed for bolt fitting, assembly quality, edge finishing or removing sharp edges. Selection should consider whether chamfering is occasional, repeated, or required on most parts.
Daily Tool & Coolant Management
For regular production, operators should check tool wear, coolant condition, chip buildup and cutting performance. Good daily management cuts broken drills, poor hole quality, unexpected downtime and maintenance headaches, keeping your line steady shift after shift.
Tell Us the Parts, We'll Sort the Process
Send your details and we'll check the right tool direction, cooling needs, chip removal and process configuration for your CNC plate drilling machine.
You Send
- Plate material
- Thickness
- Hole diameter
- Drilling depth
- Tapping requirement
- Daily output
We Check
- Tool direction
- Cooling needs
- Chip removal
- Process configuration
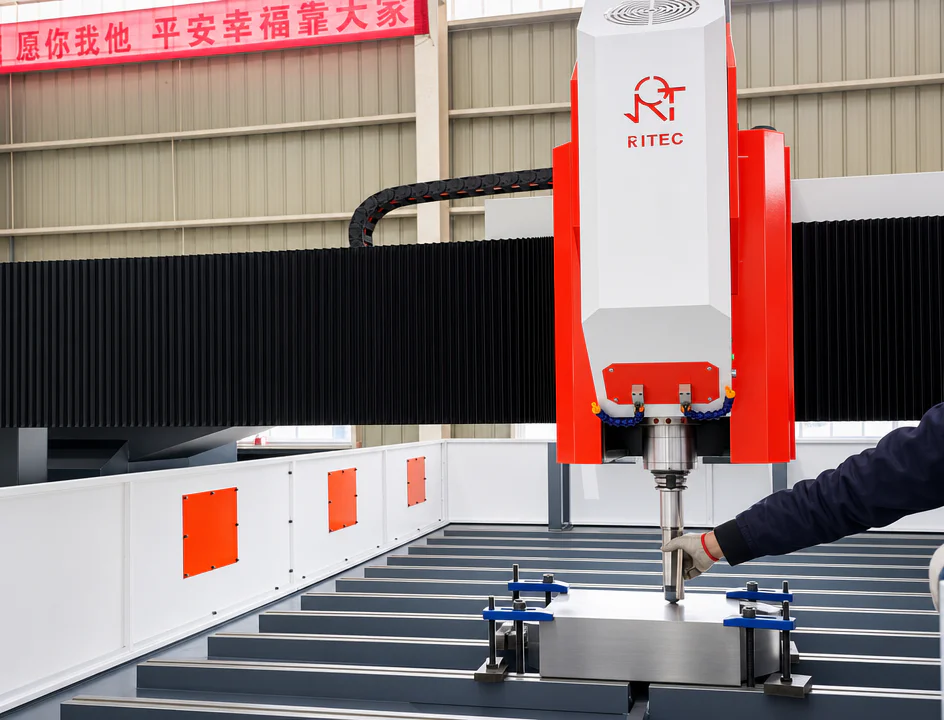
Tested, Drilled & Packed Before It Ships
You don't just want to hear the service is good. You want to see the machine actually tested, the sample plate drilled, the holes checked and the unit packed for export. Here's what happens before your machine leaves the floor.
 01
01
 02
02
 03
03
 04
04
 05
05
 06
06
 07
07
 08
08
Common Questions
Lead time, machine choice, drilling vs punching, tapping, accuracy and what to send us. If your question isn't here, send your drawing and we'll answer it directly.
How do I choose the right CNC plate drilling machine?
It depends on your regular and maximum plate size, thickness range, material grade, hole diameter, hole depth, hole quantity, hole layout and daily output. Small to medium plates often suit a table type machine; large, heavy or wide-range plates point to a gantry type. For flanges, tube sheets, tapping or chamfering, configuration is checked against the actual drawing.
Should I choose drilling or punching for plate holes?
CNC drilling usually suits thick plates, large holes, threaded, chamfered or countersunk holes, mixed diameters, flanges, tube sheets and parts needing better hole quality. Punching can be considered for thinner plates, simple repeated holes and high-volume standard holes, if thickness, material strength and diameter are within punching capacity. The best choice depends on material, thickness, hole size, hole type and volume.
Can one machine process different plate types?
Yes, often, if size, thickness, hole diameter and drilling requirements sit within its working range. The same machine may handle steel structure plates, machinery base plates, bridge plates or custom metal parts. That said, flange plates, tube sheets, very thick plates, tapping or chamfering may need specific configuration, tooling or process planning.
Can the machine drill thick steel plates?
Yes, but the machine has to match the drilling load. For thick plate drilling, spindle capacity, machine rigidity, tool type, drilling depth, coolant supply, chip removal and cutting parameters all matter. Send the plate thickness, material grade, hole diameter and drilling depth before machine selection.
Can it drill flanges or tube sheets?
Yes, when machine size, clamping method, CNC programming and drilling configuration suit the part. For flanges we check plate diameter, hole circle diameter, hole quantity and hole size. For tube sheets we also check hole density, drilling depth, material, coolant requirement and chip removal condition.
Can the machine do tapping?
Some machines can be configured for drilling and tapping. Tapping needs suitable spindle control, thread parameters, tool selection and cutting conditions, it's not the same as simple drilling. Before confirming, send thread size, thread depth, material grade, hole quantity and production requirement.
Can the machine do chamfering or countersinking?
Yes, depending on machine configuration, tool setup and process plan. Some parts need chamfering for bolt fitting, assembly quality or hole edge finishing. Send the chamfer size, hole diameter, plate thickness and drawing requirement so we can check the suitable process direction.
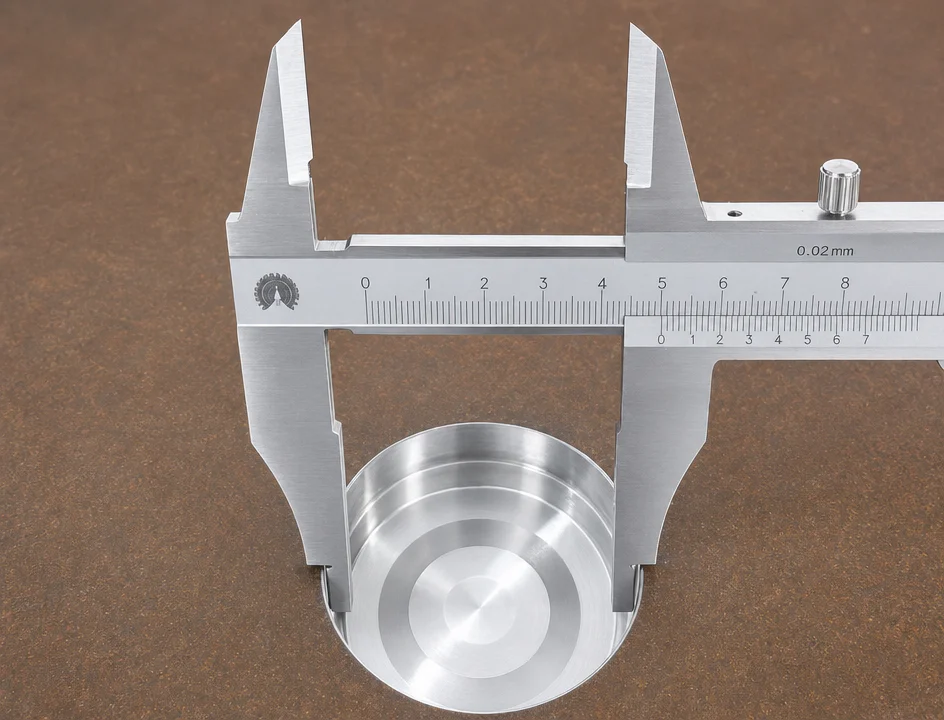
What affects drilling accuracy?
Accuracy depends on machine rigidity, table or gantry movement, plate clamping, reference positioning, tool condition, material hardness, drilling depth, coolant, chip removal and cutting parameters. CNC control cuts manual marking errors, but stable drilling still needs correct setup and suitable tooling. For high-accuracy holes, the drawing, tolerance and workpiece condition should be reviewed first.
What information should I send for a recommendation?
Send plate size, maximum plate size, thickness range, material grade, hole diameter, hole depth, hole quantity, hole layout, tapping requirement, chamfering requirement and daily production quantity. DXF or PDF drawings help. If drawings aren't ready, photos, sketches or a simple requirement list work fine.
Do I need the largest machine model?
Not always. The machine should be sized around your regular production first. Choosing by the largest occasional plate can drive up investment, floor space and operating cost. We check your common plate size, common thickness, common hole diameter and expected workload before recommending a direction.
Send Your Plate Details, Get a Configuration
Tell me about your parts and I'll come back with a machine direction within 24 hours. No drawing yet? A few basic details are enough to start.
Henry
Your RITEC Contact
Hi, I'm Henry. For the past years I've helped fabrication shops and steel manufacturers across Europe, North America and Southeast Asia choose the right CNC plate drilling machine for their work.
Send me your plate size, thickness, material, holes and output. I'll review the parts first, then recommend a machine direction that fits your real production, not just the biggest model. Straight answers, no pressure.
Henry