China Cut-to-Length Line Factory
Coil-to-sheet cut-to-length lines for steel, stainless steel, aluminum, galvanized and coated coils.
Tell us your coil width, thickness range, material strength, required sheet length, flatness target and stacking method. We configure the uncoiling, leveling, shearing and stacking sections to match the sheets you need to produce.

Find What You Need on This Page
Jump straight to what matters for your line, from material and flatness to shearing accuracy, stacking and sending your coil specifications.
Match Your Material
Steel, stainless, aluminum, galvanized or coated coil.
How the Line Works
Uncoil, level, shear and stack, step by step.
Hit Your Flatness Target
Leveler setup that delivers truly flat sheets.
Length & Squareness
Cut tolerances you hold sheet after sheet.
Protect the Surface
Keep coated and polished coil mark-free.
Move Sheets Cleanly
No scratches, dents or bottlenecks at the exit.
Choose Your Stacking
Auto stacking matched to sheet size and weight.
Entry, Standard or High-Speed?
Pick a line level by your daily output.
Delivery & Installation
18+ years, 500+ lines, support in 50+ countries.
FAQ
Lead time, payment, shipping and config answered.
Send Coil Requirements
Send your coil specs and sheet sizes, get a configuration within 24h →
Your Coil Material Decides the Line
Before we select the uncoiler, leveler, shear and stacking system, we need to understand the material you run and the sheet quality you want to hit. Tell us these eight things and we configure the line around them.
Steel, stainless steel, aluminum, galvanized and coated coils each need different handling, leveling and surface protection.
Thin sheets need careful handling and stacking. Thick plates need stronger uncoiling, leveling and shearing capacity.
Wider coils call for a stronger line structure, stable feeding and accurate sheet alignment.
Coil weight drives the decoiler, coil car, mandrel strength and how the coil gets loaded.
Higher yield strength needs stronger leveling force and a shear system matched to it.
Stainless steel, aluminum and coated coils need extra care in roll condition, conveying and stacking.
Short sheets need a fast cutting rhythm. Long sheets need stable feeding, measuring and discharge handling.
Your required flatness drives leveler selection, roll adjustment and production speed.
A Proper Line Starts With Your Coil Data
Send the material, thickness range, coil width, coil weight, sheet length and surface requirement. We come back with a cut-to-length line layout suited to what you run.
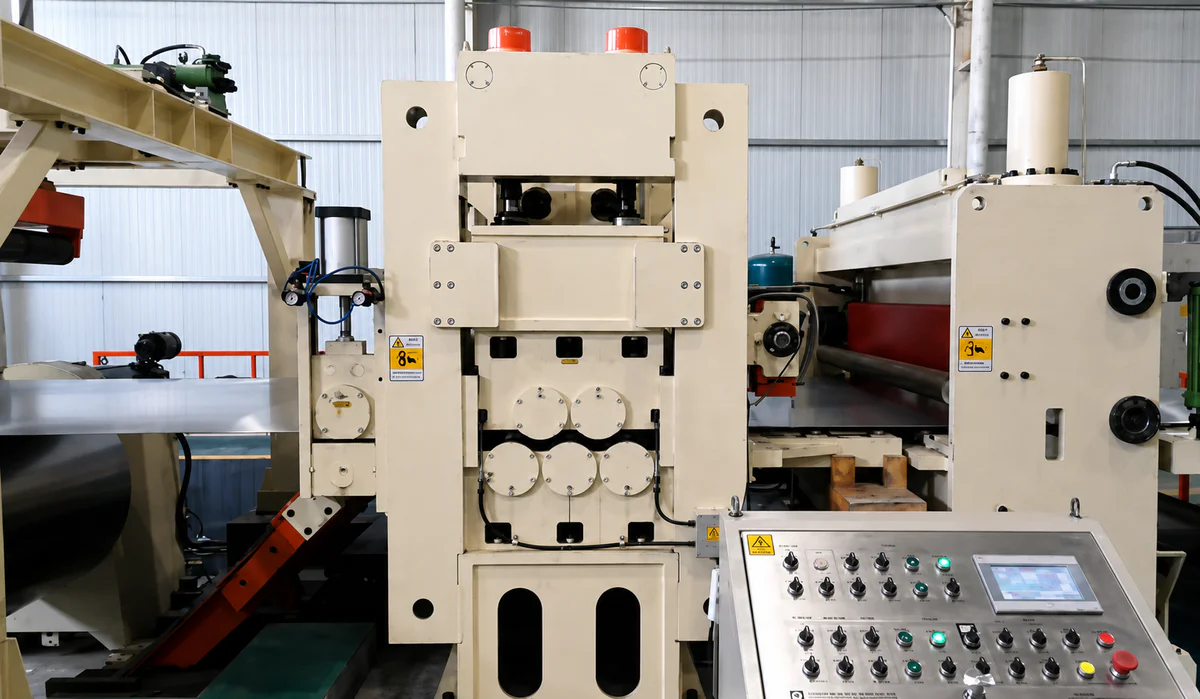
From Coil Loading to Final Stacking
Your line runs as one flow, not six separate machines. Every step below shapes your flatness, length accuracy, surface and pace.
Coil Loading
Safe, stable loading sets the tone. Your coil weight, width and floor layout decide the coil car, loading direction and decoiler build.
Uncoiling
The coil should enter smoothly every time. Heavy coils need real decoiler support, and stainless, aluminum and coated coils need surface protection from the first roll.
Feeding
Controlled feeding moves the strip into the leveler at a steady speed, so you avoid slipping, drifting measurements and length errors.
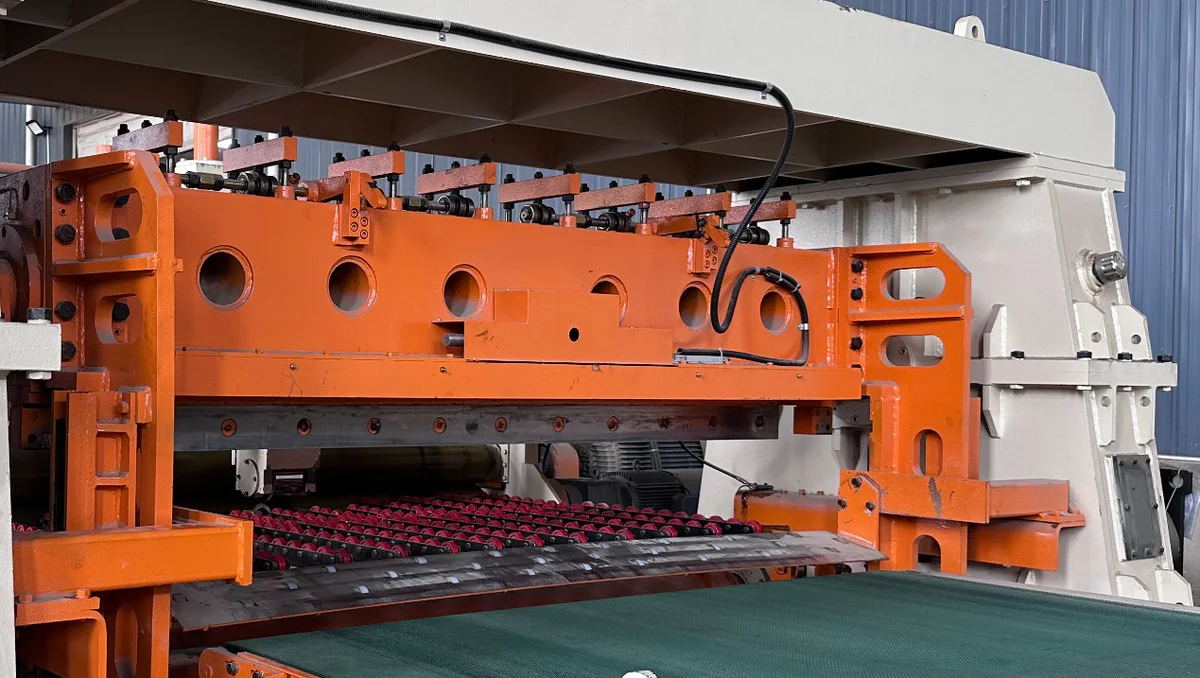
Leveling
Key stepThis is where sheet quality is won. The leveler matches your thickness, yield strength and flatness target, the difference between sheets that cut, bend, stamp and weld clean and ones that fight you.
Measuring & Shearing
The line measures your length and cuts. Feeding control, measuring accuracy, shear type and blade condition together set your final length and edge.
Conveying & Stacking
Cut sheets move and stack clean. Thin sheets, long sheets, heavy plates and coated stock each get a conveying and stacking design that avoids scratches, misalignment and hand-sorting.
Not Sure Which Steps Your Line Needs?
Send your coil material, sheet sizes and daily output. We map the workflow to your job and tell you which sections matter and which you can skip.
Flat Sheets Start With the Right Leveler
Choose your line around the flatness you actually need, not just the maximum coil thickness. Here is what drives it and how we match the leveler to your sheets.

Spot Defects Early
Coil set, edge wave, buckle, crossbow


Want to See Your Flatness Target Hit First?
Send a sample of your coil and your required flatness level. We run a leveling test on a matching setup and show you the result before you commit to a line.
Hold Your Length and Edge, Sheet After Sheet
Accurate shearing comes from stable feeding, reliable measuring and the right shear for the job. We configure it around your thickness, strength, sheet length, tolerance and speed.
 01
01
Length Control
Length drifts when the strip slips, feed speed shifts or measuring falls out of sync with the shear. A stable feeding and measuring system keeps every sheet consistent through a long run.
 02
02
Shear Selection
Different materials and targets need different shears. We pick yours by thickness range, sheet length, cutting speed and required tolerance, not just the maximum cutting capacity.
 03
03
Blade Clearance
Clearance drives edge quality, burr level and shear load. Across different thicknesses and strengths, proper blade adjustment keeps your edges clean and saves you from needless blade wear.
 04
04
Cut Edge Quality
For sheets headed to bending, stamping, welding or assembly, the edge has to be clean and repeatable. Material strength, blade condition, shear structure and feeding stability all shape it.
 05
05
Speed and Accuracy
Higher speed pays off only when feeding, measuring, shearing and stacking move as one. For thick plate, long sheets or coated stock, we match line speed to cut quality and handling.
Get a Shearing Match
Send your material type, thickness range, sheet length, required tolerance and speed target. We help you choose the right shearing and measuring setup.
Keep Your Surface Mark-Free
Plan surface protection before the line is built, not after the first scratch. For stainless, aluminum, galvanized and coated coil, roller marks and rough handling come straight off your finished-sheet value.

Protection Starts at Uncoiling
Step 01Your coil should enter the line smoothly, with no jerky movement or hard contact. For surface-sensitive material, we design the decoiler, pinch rolls and feeding path to cut needless friction from the start.

Roll Surface Condition
Step 02Leveling rolls touch the strip directly. Roll material, surface finish, how clean they stay and how they are adjusted all decide whether your sheet leaves the leveler marked or clean.

Controlled Sheet Transfer
Step 03After cutting, sheets should glide through the conveyor. Thin sheets, polished stainless, aluminum and coated stock need stable transfer so you avoid sliding, impact and surface damage.

Coated Material Handling
Step 04Color-coated, galvanized and pre-painted coil needs extra care through leveling, conveying and collection. We configure the line to cut pressure marks, coating scratches and edge contact.

Stacking Without Damage
Step 05Finished sheets should stack neatly, with no heavy rubbing or hand-correction. Sheet length, thickness, surface finish and stack height all steer the stacking method we pick for you.
Move Sheets Clean to the Stack
After shearing, your sheet has to leave the cutting area and reach stacking without bouncing, slipping, bending or losing alignment. This matters most when one line runs different lengths, thicknesses and surfaces.

Thin Sheets
Stable support and smooth discharge rhythm
Thin sheets are light and flutter easily at speed. The handling section should give you stable support, smooth transfer and the right discharge rhythm, so sheets move forward without bending, waving or overlapping.
Long sheets need enough conveyor support after the cut. If the discharge section is too short or the transfer speed is off, the sheet can swing, skew or land unevenly before it reaches the stack.
Heavy plates demand stronger conveying power and a more rigid discharge structure. The line should control movement right after the cut to soften impact, protect the shear exit area and keep your flow steady.
Short sheets need fast, consistent transfer. The conveyor and stacking rhythm have to line up with the cutting cycle, or sheets pile up, shift position and pull you into manual correction.
For stainless, aluminum, galvanized and coated sheets, handling should cut needless sliding and hard contact during transfer. Smooth movement protects your surface far more than simply running faster.
Good Handling Is What Keeps the Line Flowing
Between shearing and stacking, your sheet length, thickness, weight, surface condition, cutting speed and stacking method all have to work together. Tell us all six and we size the handling section as one system, not an afterthought.
Stacking Is More Than the Last Step
Your stacker shapes production speed, sheet alignment, surface condition, labor cost and how ready the stack is for packing or downstream work. It is worth choosing with care.
 Stacking End
Stacking End
Match the Stacker, or Pay for It Later
A good stacker keeps finished sheets in order straight off the cut. Mismatch it to your sheet size, thickness or line speed and sheets shift, overlap, scratch each other or pull you into manual correction.
Thin Sheets
Light, flutter-proneThin sheets are light and move easily at discharge. The stacker should control drop, support and alignment, so they settle smoothly without fluttering, bending or building uneven stacks.
Long Sheets
Support before landingLong sheets need real support before they enter the stacking area. Weak support means swinging, skewing or uneven landing, and it shows up fastest when sheets are long and the line runs quick.
Heavy Plates
Rigid, forklift-readyHeavy plates need a strong stacking structure and controlled discharge. The system should soften impact as plates land, keep the stack stable and make later forklift or crane handling easy for you.
Coated & Surface-Sensitive
Scratch-criticalStainless, aluminum, galvanized and coated sheets need careful stacking to cut sliding marks, hard contact and edge scratches. Choose this method together with the surface protection design for the whole line.
Tell Us How Your Sheets Get Packed and Used
Send your sheet size, thickness, weight, surface finish and how the stacks move next, by forklift, crane or straight to packing. We match the stacking method and discharge to your real workflow.
Pick the Right Line Level, Not the Heaviest
Not every project needs the biggest line. We match the level to your material range, flatness target, cutting tolerance, surface requirement, output plan and how often you change over.
Standard Cut-to-Length Line
Regular sheet cutting, stable material, moderate speed
When you run common steel coils with standard sheet lengths, this level gives you reliable uncoiling, leveling, measuring, shearing and stacking for everyday production.
Precision Sheet Line
Thin sheets, coated coils, surface-sensitive material
Built around smooth feeding, careful leveling, stable transfer and stronger surface protection, so your stainless, aluminum, galvanized, pre-painted or appliance panel comes off clean.
Medium Gauge Line
Wider thickness range, stronger handling
For plants that run different coil thicknesses or switch between several sheet sizes. You get stronger leveling capacity, stable feed control and a shear matched to the material strength.
Heavy-Duty Line
Thick plates, heavy coils, high-strength material
When coil weight, plate thickness or material strength is your main challenge, this level brings a stronger decoiler, rigid leveler, higher shearing capacity and more stable discharge.
High-Output Line
Faster output with a stable cutting rhythm
This level is not only about speed. Feeding, measuring, shearing, conveying and stacking have to move as one, or higher speed just hands you length errors, poor stacks and extra manual work.
Flexible Service Center Line
Many materials, thicknesses and sheet lengths
When your production changes often, this level supports easier adjustment, reliable parameter control and a layout that keeps downtime low during coil and size changes.
Not sure which level fits? Tell us your material range and output plan, and we point you to the right one, no overspec.
From Order to Running Line
A cut-to-length line takes more than manufacturing. Layout, foundation, alignment, wiring, hydraulics and trial production all decide how smoothly your line starts in your workshop. Here is how we walk it with you, step by step.
Requirement Review
1 of 8 · Delivery & Installation
We review your coil material, thickness range, coil width, coil weight, sheet length, flatness target, cutting tolerance, surface requirement and output plan before we confirm the line configuration.
Let Us Check Your Workshop First
Send your workshop layout, coil data and production plan before ordering. We check the line arrangement, installation conditions and commissioning needs together with the equipment configuration, so nothing surprises you on install day.
Cut-to-Length Line Questions, Answered
The questions buyers ask us most before configuring a line. Don't see yours? Send your specs and we will answer it directly.
01How do I choose the right cut-to-length line?
02What information do you need for line configuration?
03What affects sheet flatness after cutting?
04Can one line process different coil thicknesses?
05How should I choose the leveler?
06What affects cutting length accuracy?
07How can surface scratches be reduced?
08What shear type should be selected?
09What stacking method should I choose?
10Why consider downstream processing before choosing the line?
Send Your Coil Specs, Get a Line Configuration
Tell me your material, sheet sizes and output plan. I come back with a cut-to-length line layout matched to your production, usually within 24 hours.
Henry
Sales Engineer · RITEC
Hi, I'm Henry. I have helped buyers across 50+ countries spec cut-to-length lines for steel, stainless, aluminum and coated coil.
Send me what you run and what you need to produce. No pushy sales, just a straight answer on the right line for your job, the parts that matter and the ones you can skip.
Henry
Get a Line Configuration
Fill in what you have. Anything missing, we sort out together.